
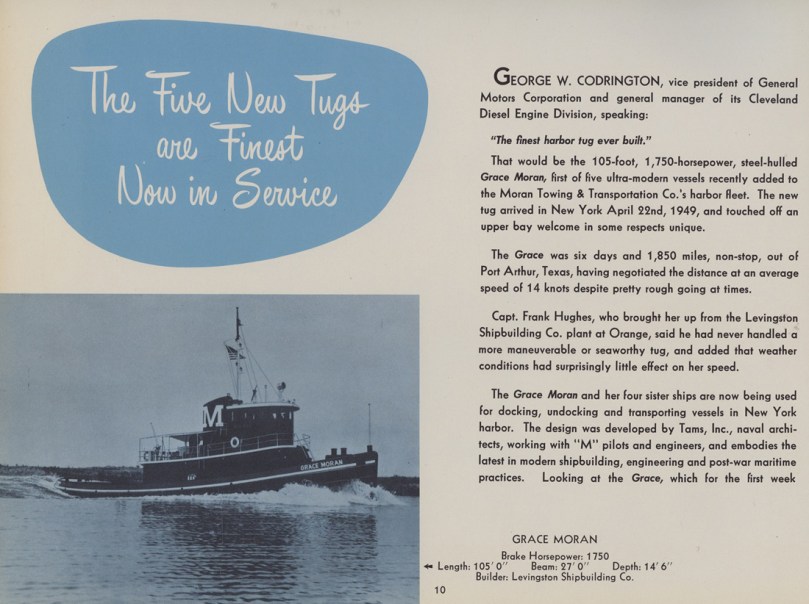
The new Grace Moran, just out of Levingston Shipbuilding. Business Men’s Studio Photo, Portal to Texas History Collection.
Known worldwide, New York’s Moran Towing has been one of the largest tugboat companies on the east coast, founded in 1860 by Michael Moran. Moran Towing’s first diesel tug was a steam conversion, the Eugenia M. Moran. She was repowered in 1923 with a 4-cylinder, H.G. Trout engine, which made a whopping 320HP with its 14 ¼” bore and 21” stroke. While ultimately successful, the tug was sold in 1929. It would be another 13 years before Moran would build their first all-new from the keel-up diesel tug, the Marie S. Moran in 1936.
We already discussed the Marie S. Moran in a previous article, which you can read about here. While the Marie was a direct-reversing tug, by 1939, the new Cleveland 278 and 567 engines were available for use with diesel-electric drive packages. New canal and harbor tugs would begin to arrive just before WWII, powered by these engines. Three propulsion combinations were used on these early diesel tugs, a single 12-278, single 12-567 or a pair of 8-567’s, all used with electric drive. By the time the war ended, Moran was operating a large fleet of GM powered, diesel-electric tugboats. Except for the larger, WWII surplus LT tugs (2 Cleveland 12-278A’s, which powered two 765HP electric motors feeding a 2 into 1 reduction gear), the majority of the fleet topped still topped out at around 1300HP.
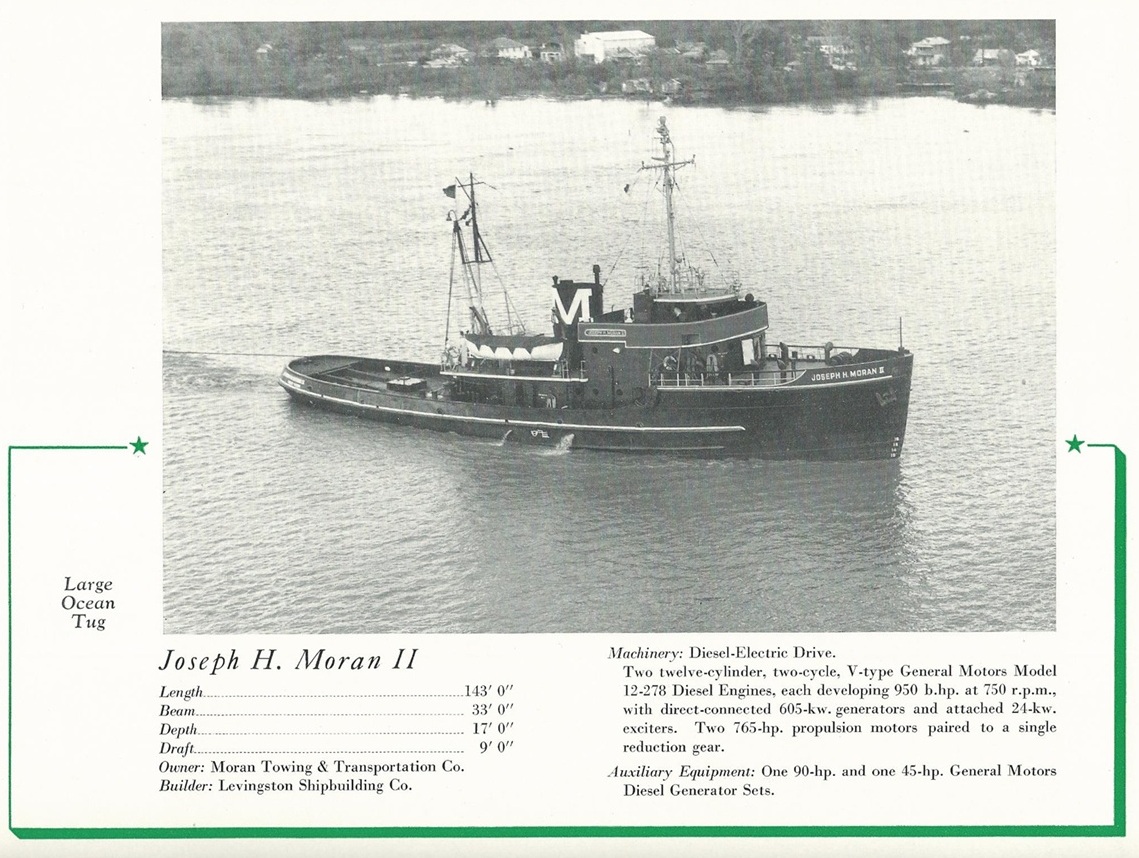
Moran Towing operated 7 former Army LT/ATA tugs after WWII, all of which were powered by a pair of Cleveland 12-278 and later 278A engines, which in turn powered a pair of propulsion motors feeding a 2 into 1 reduction gear. These tugs did not last long in the Moran fleet, and were gone by the mid 1950’s, most of which were chartered from the Government. VDD Collection
“A tug of 1,300 horsepower is a lot of tug.” – Eugene F. Moran
Most of these early Moran tugs, as well as tugs from virtually every other towing company would be requisitioned for WWII service. Ironically, Moran was one of the largest operators contracted to operate tugs for the government during WWII. An article of its own can be done on this topic, which might happen one day. When the war ended – most of these tugs returned to Moran, some would get their original names back, and some new. While the majority of the fleet was now diesel powered, there were still plenty of steam-powered holdouts in service.
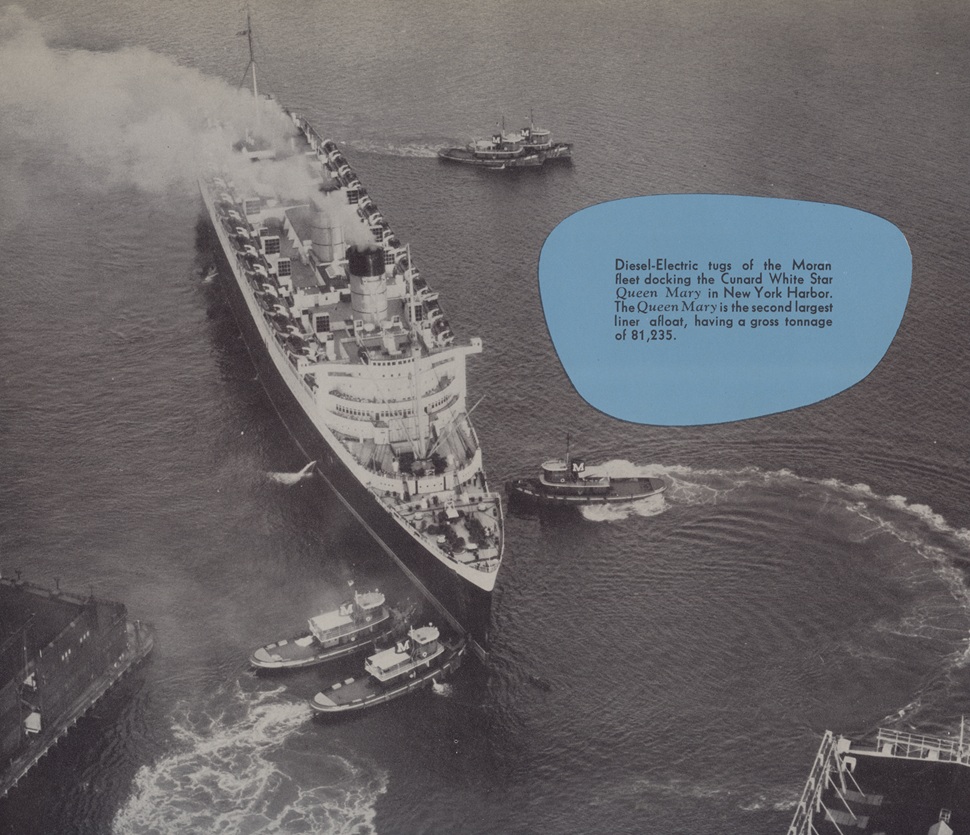
After the world settled down after WWII, transatlantic travel would start to rise again, and the Port of New York would start seeing a rush of ocean liner traffic again. The great liners calling on the west side of Manhattan all required tug assist into the piers. In this era, it was a live-action frogger game when docking at some of these piers with all of the lighterage traffic, bunker barges, carfloats and ferries to get in the way. It was common to see 4, 5 or even 6 tugs docking a ship in the city. Usually, a set on the bow pushing/holding, and one set on the stern pulling on a short hawser. All of this is coordinated by the docking pilot with nothing more than a whistle!

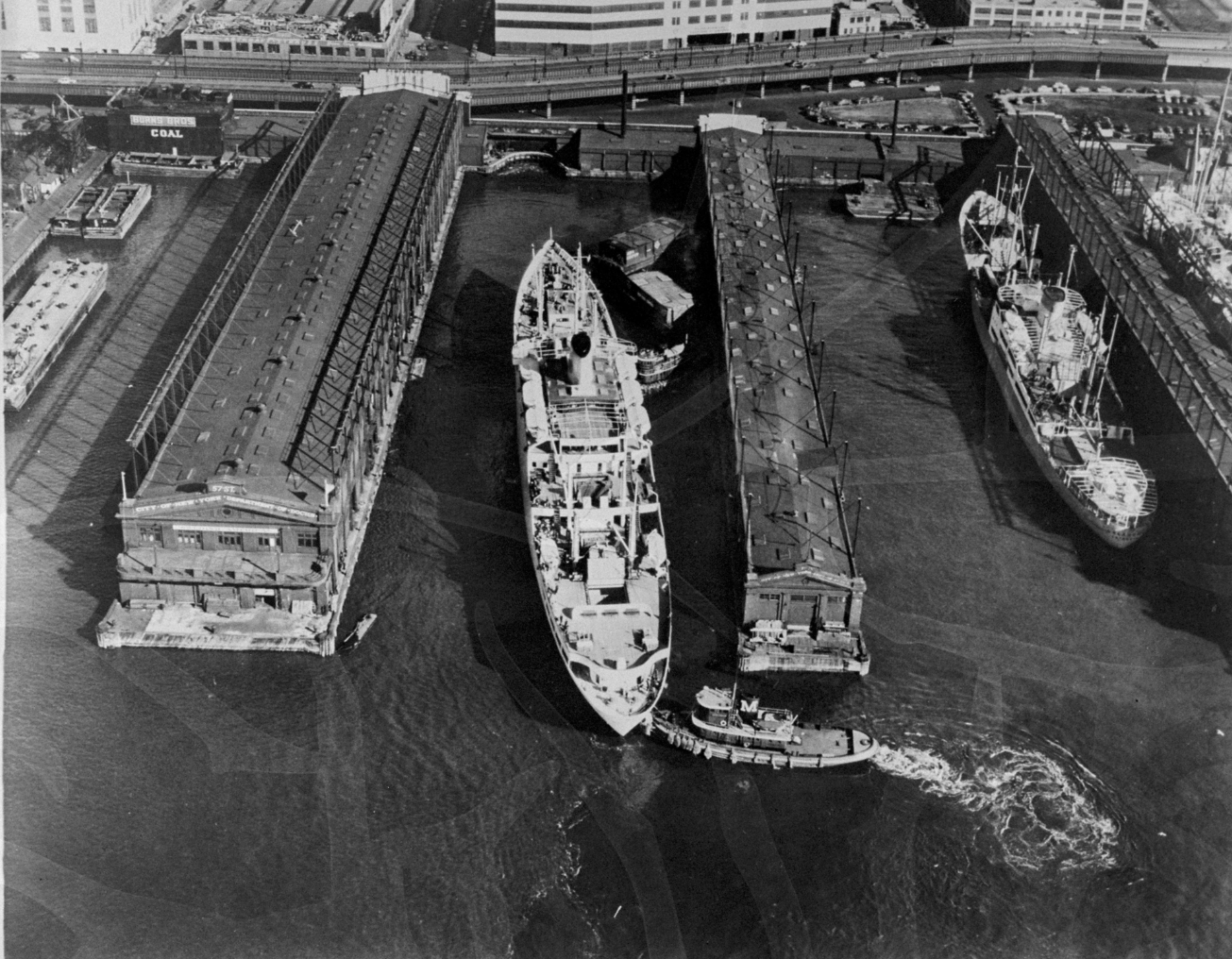
Left: Two of the Grace class tugs pulling the stern of the SS Liberte on short hawsers (typically the ships docking lines stretched out), while two more are holding the bow. Right: One of the Grace Class tugs docking a ship on the West Side, amid a cluster of railroad lighters. Both: NYC Municipal Archives.
Motorboating Magazine, 10/1948
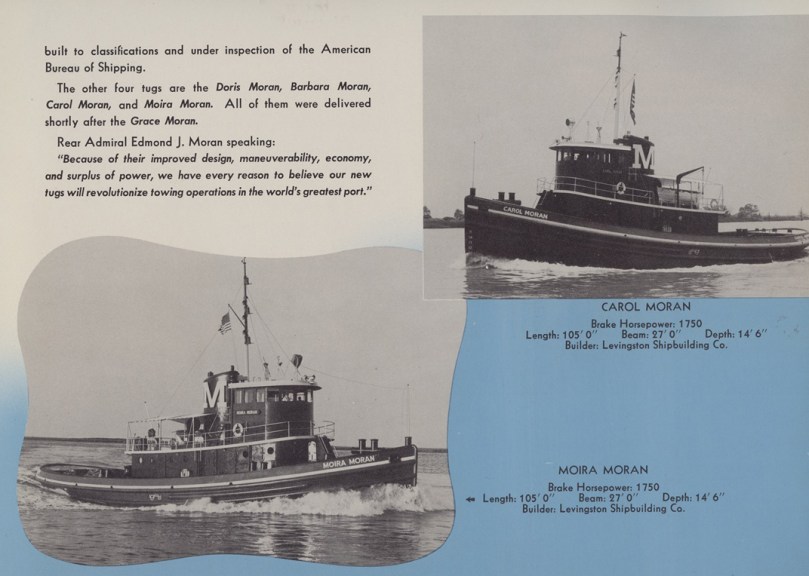
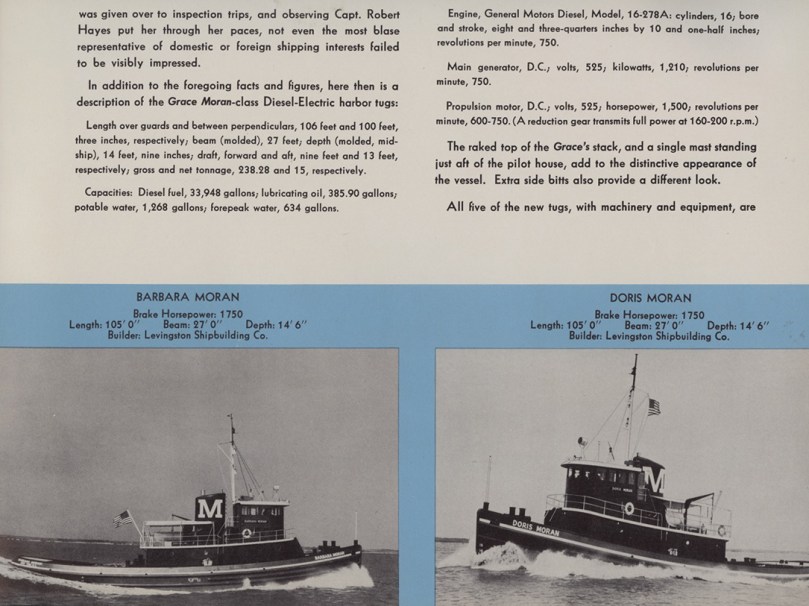
Moran was already operating several tugs designed by Tams Inc. Naval Architects, including 7 canal tugs, 3 larger harbor tugs and 4 large ocean-going tugs (3 of which were former Army LT’s, down from 7). In 1947, Moran Towing returned to Tams Inc. in order to design a brand-new class of tugboats. While it was normal for tugs in that era to literally be docking ships one day and going on an ocean tow the next, no matter the size, these new tugs would be designed for harbor work only, specifically ship docking. A 5-tug contract would be awarded to Levingston Shipbuilding of Orange, Texas in October of 1948. Levingston was well versed in tug construction, building more than 100 tugs for the government in the war years alone. After the war, they would go on to build a number of barges and oilfield equipment for service in the Gulf. Named for family members, the tugs were the Grace Moran, Doris Moran, Barbara Moran, Carol Moran and Moira Moran. The 5 new tugs would be the largest single order of tugboats (non-government) for a towing company at the time. Richard Cook was the Naval Architect at Tams Inc. with Joe Hack as Chief Draftsman. Joe Hack would take over as Naval Architect not long after this project.
Levingston was a big shipyard, and all 5 tugs were built concurrently. First to be delivered was the Grace Moran in April of 1949, followed by the Doris in May, Barbara in June, Carol in July and the Moira in August. The tugs followed a somewhat standard size for a harbor tug of the era that “worked” – 105’ long, 27’ beam and a 14’6” depth. Their classy looks and good handling quickly earned the tugs the nickname “Cadillac’s”.
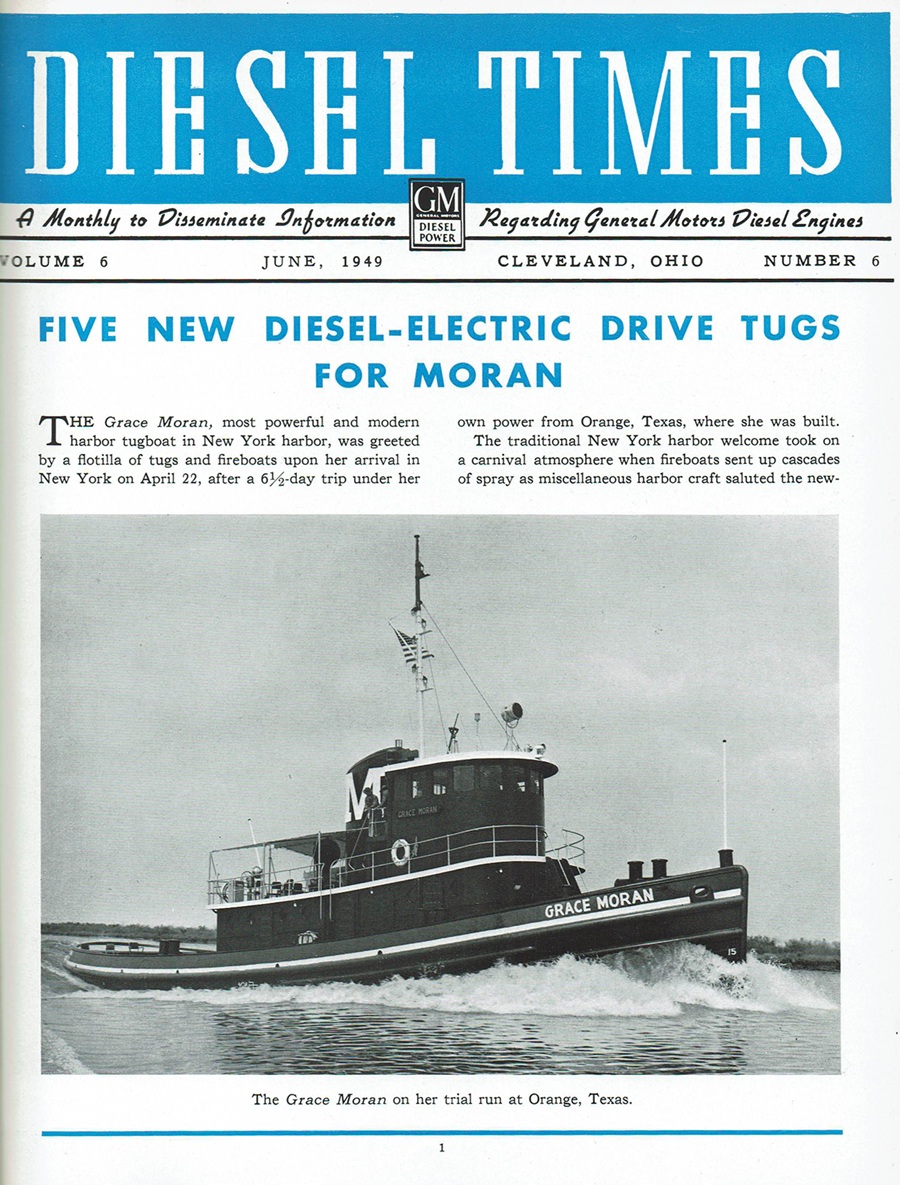
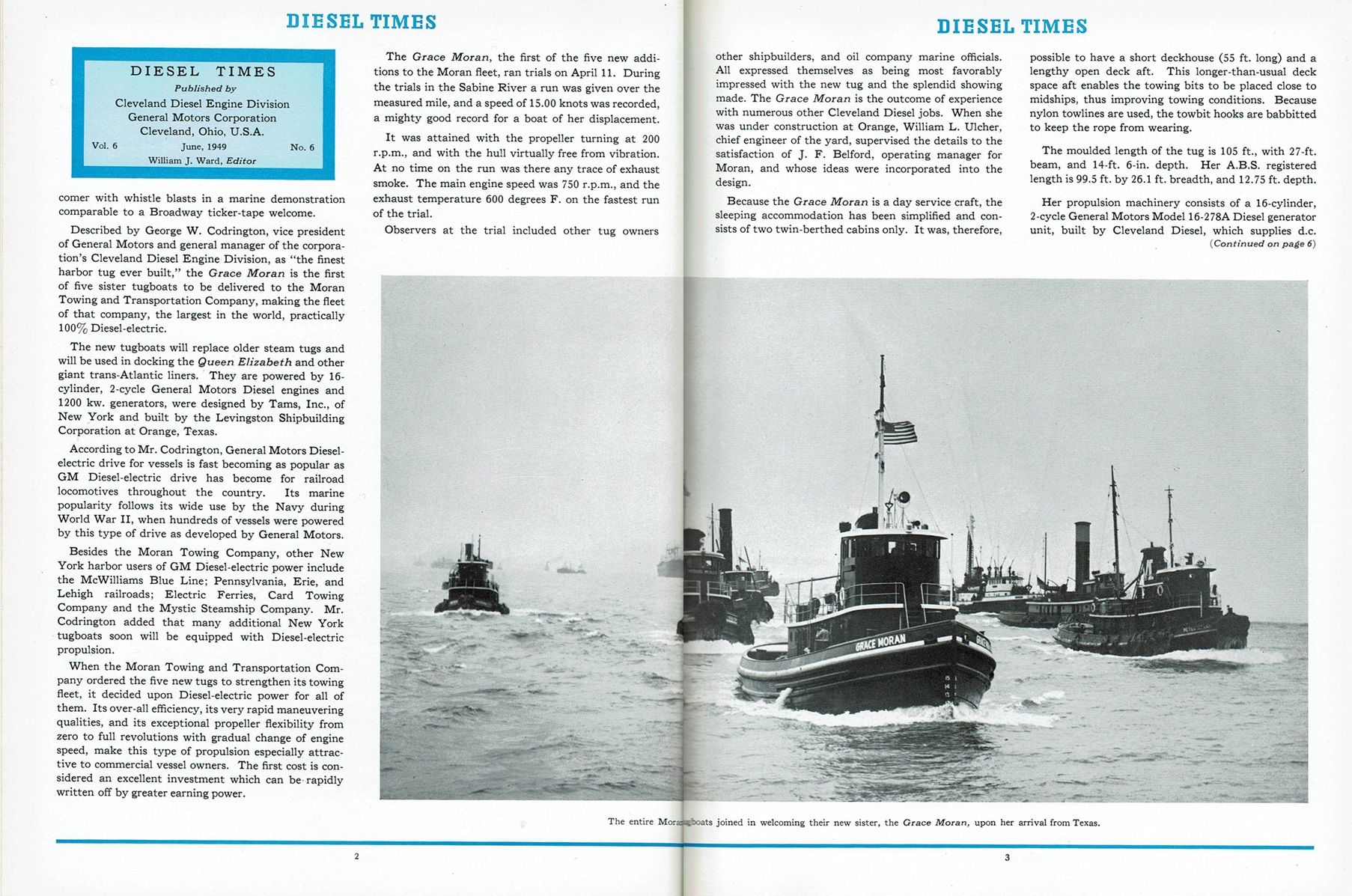
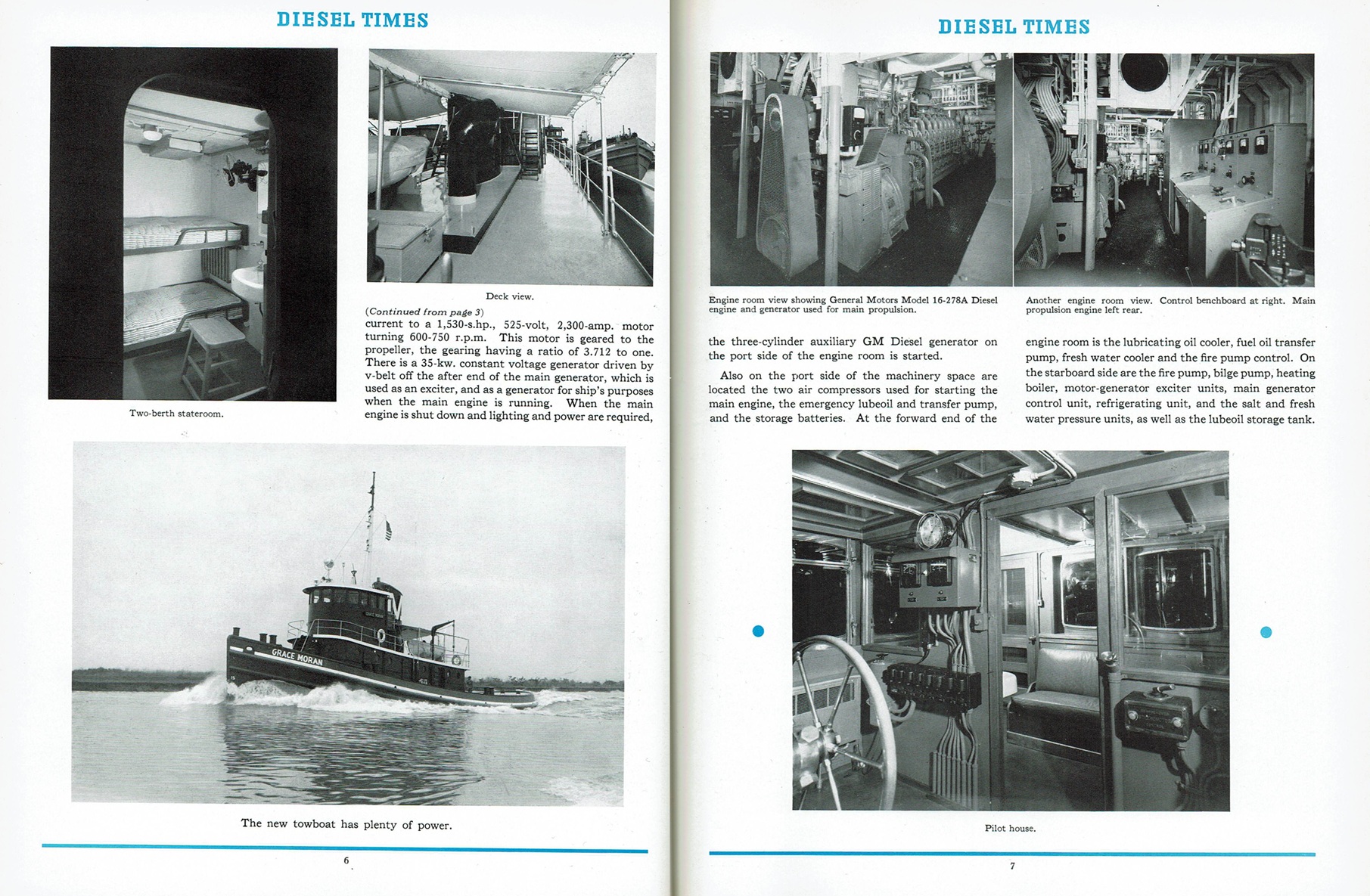
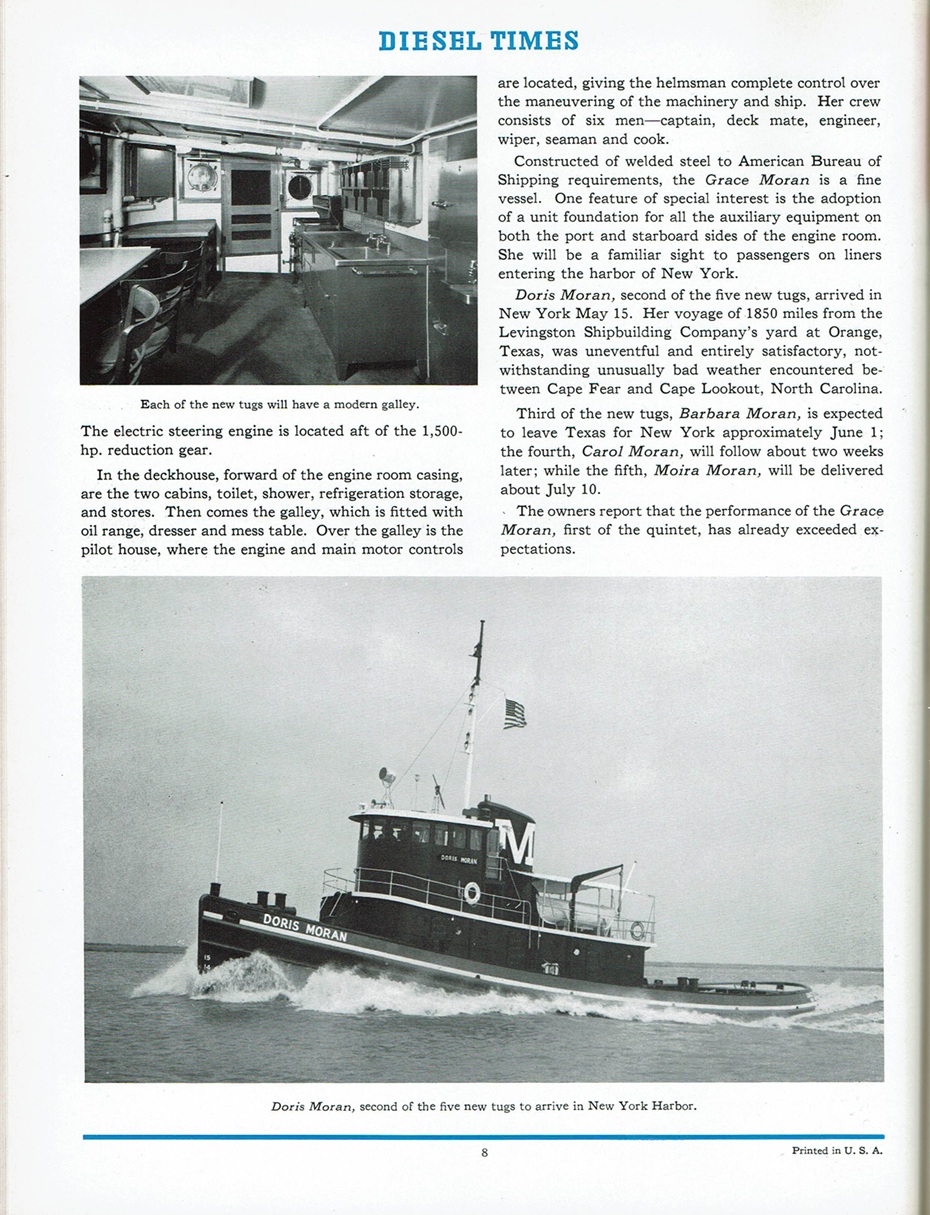
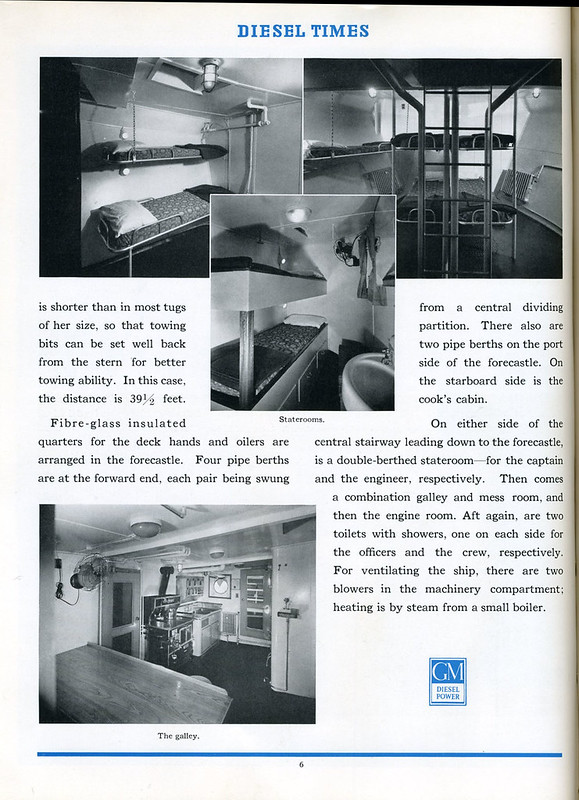
The new tugs were covered in the June 1949 issue of Diesel Times, Cleveland Diesels newsletter. Jay Boggess Collection.
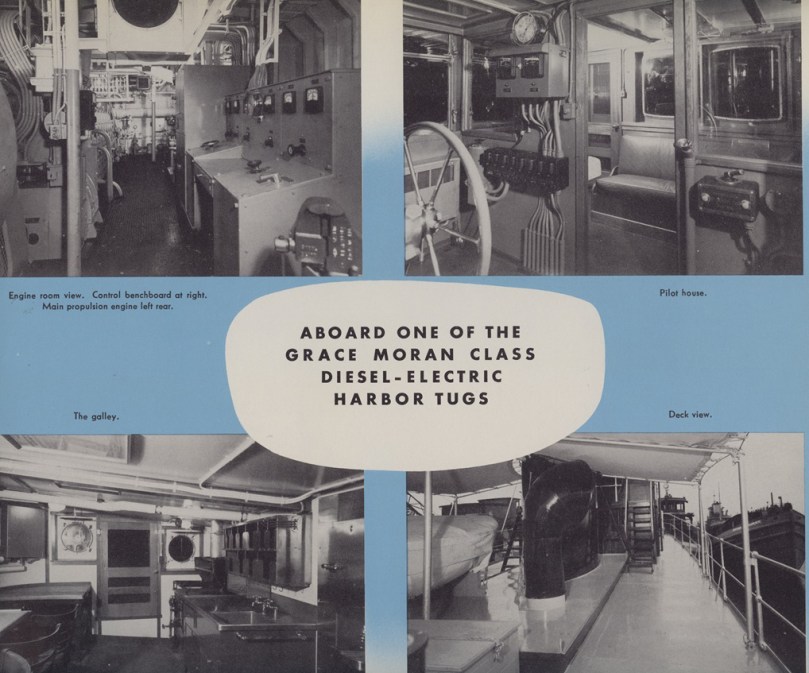
The tugs were set up for day boat work (a new crew coming onboard every 8 hours) and had no internal passageways, thus, to go to any part of the boat, you would need to walk outside. This was an old holdover from steam tugs, and a design style that was well on its way out (we will come back to this shortly). The deckhouse had some rather spartan accommodations. Up forward was the galley, followed by a toilet room on starboard with pantry and reefer unit opposite. Behind that were 2 double-berth staterooms (reserved for the Captain and Chief Engineer), followed by the upper engine room. The fo’c’sle featured basic pipe rack berthing for more crew, accessed by an outdoor stairway under the steps to the upper deck.
The wheelhouse was very unique – it was split in half. The forward half had the steering and throttle controls, and the rear half had a large bench, separated by a wall with two large windows and a center door. I can only surmise that this must have been done with the idea that these boats were going to do a lot of entertaining high-level clientele, thus they opted to have some “separation” to keep from distracting the captain. Like the deckhouse, there was no internal way to get to the wheelhouse. In order to access the wheelhouse, you took a staircase from the main deck located behind the H bitt, or via a ladder (these are no fun to bring coffee up!) located midship on either side. As mentioned before, a lot of entertainment was done on these tugs, and thus the upper deck had a canvas awning structure right out of the shipyard, along with pipe stanchions that could be set up on the bulwarks as a makeshift handrail.


These tugs were used extensively for entertaining, as seen in these two photos from Moran’s Towline Newsletter, The Doris in 8/1953 and the Barbara in 12/1955. Moran Towline
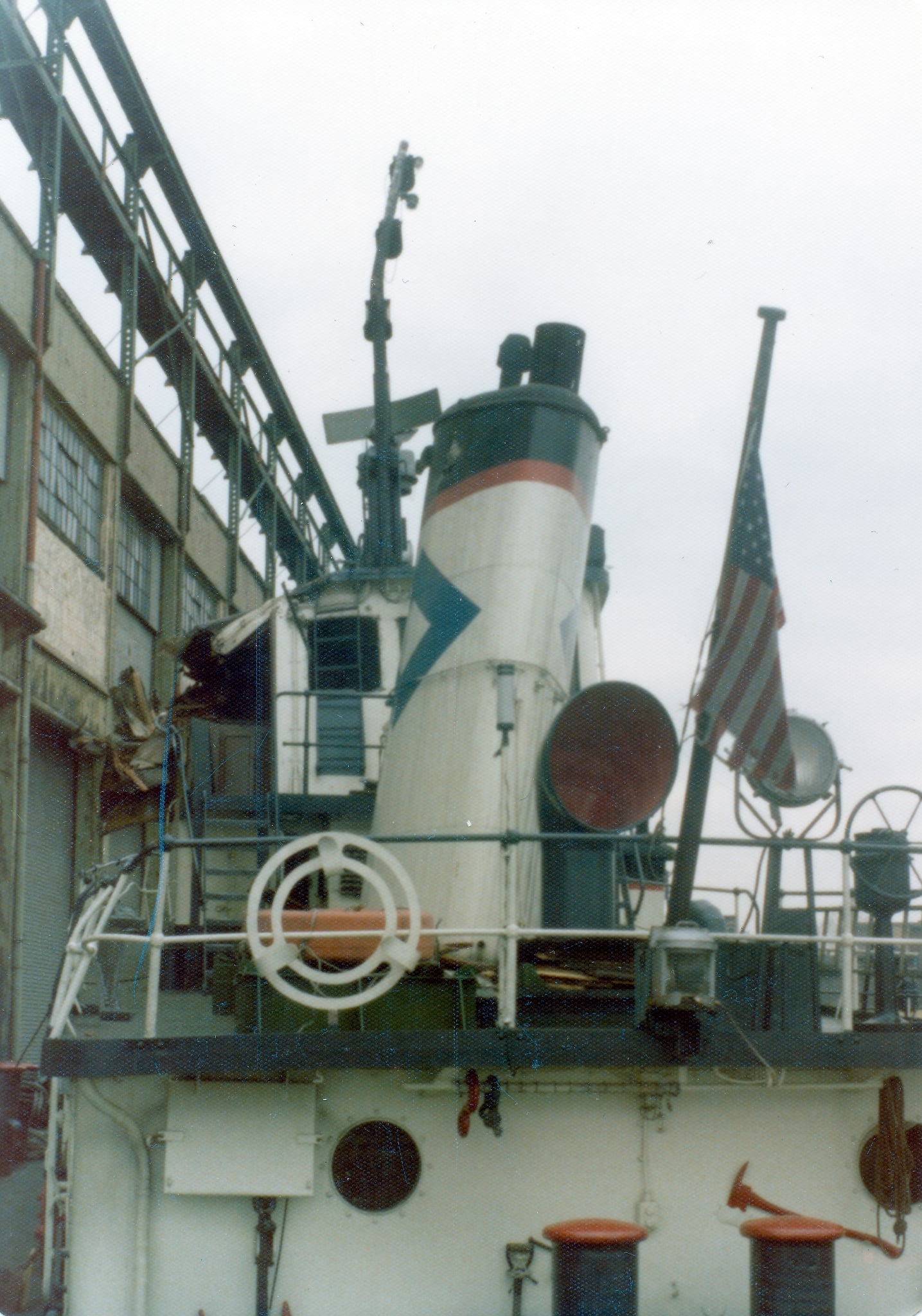
Introduced on the Cadillac’s was a new teardrop-shaped, tall stack design, with a tapered top with a rounded edge. This became a signature on new Moran tugs for the next 25+ years (slightly modified for propulsion packages of course).

All things considered, the tugs were very basic. One thing they did have however, was a 20HP Almon Johnson capstan on the back deck. The crew here from the Carol is transferring a full, probably 1200′ sea hawser from the Barbara. Moran Photo
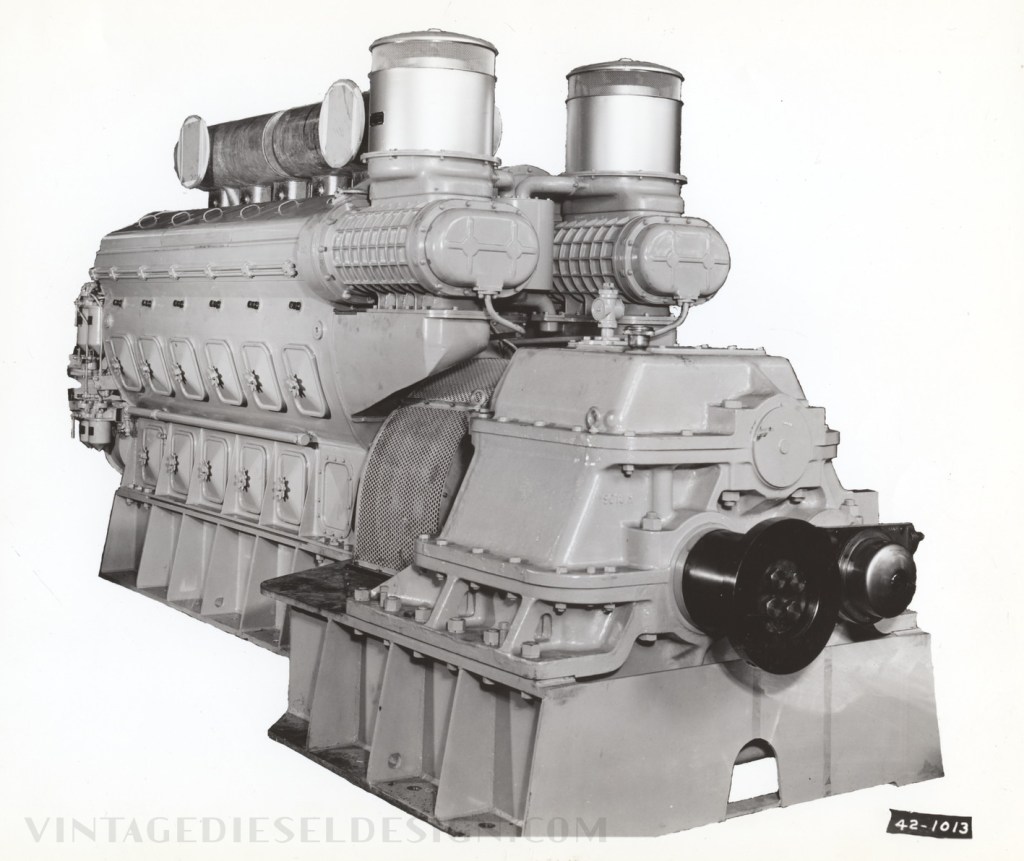
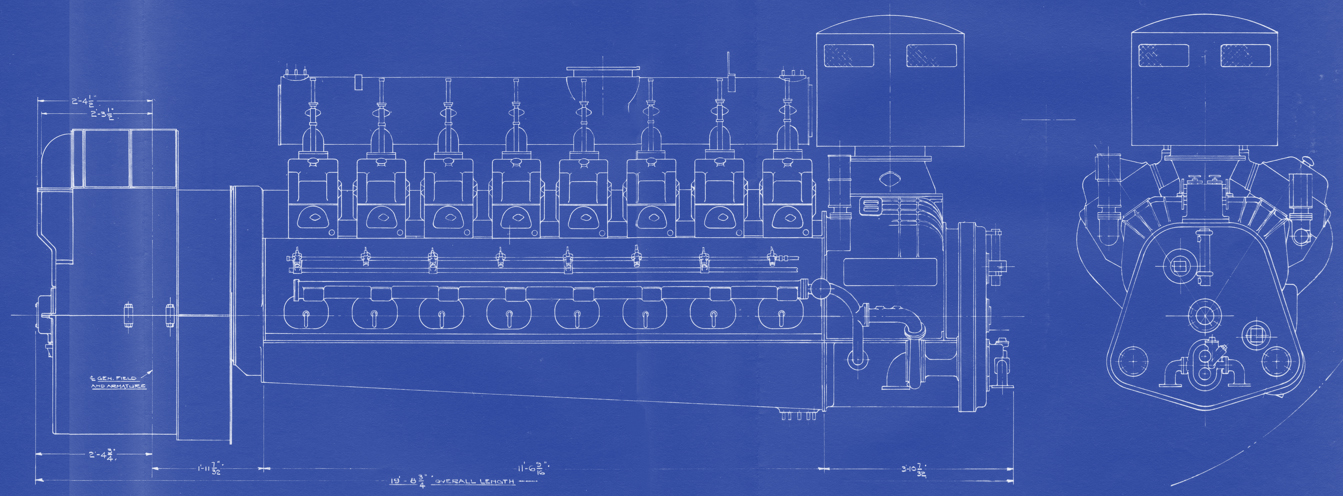
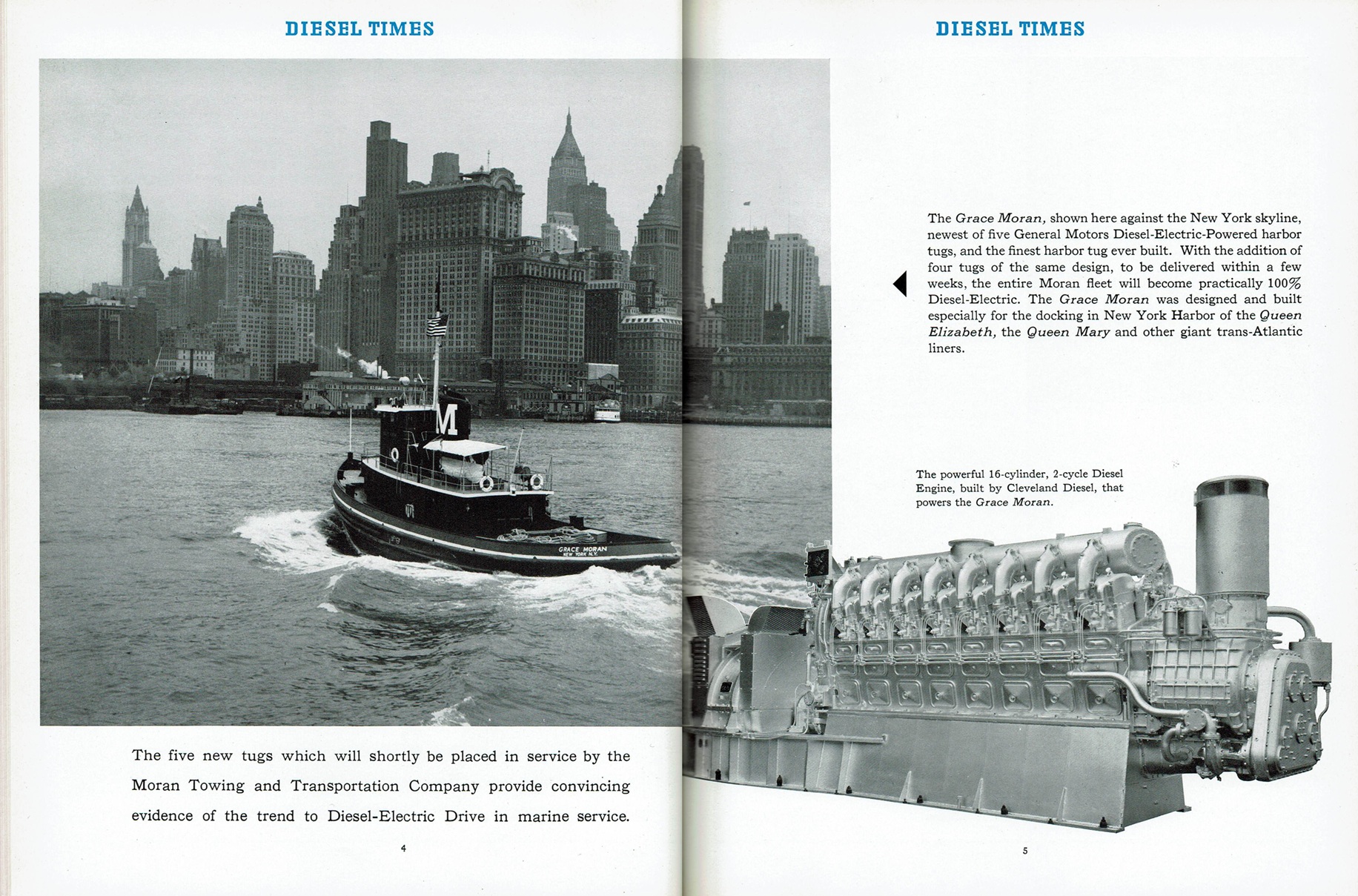
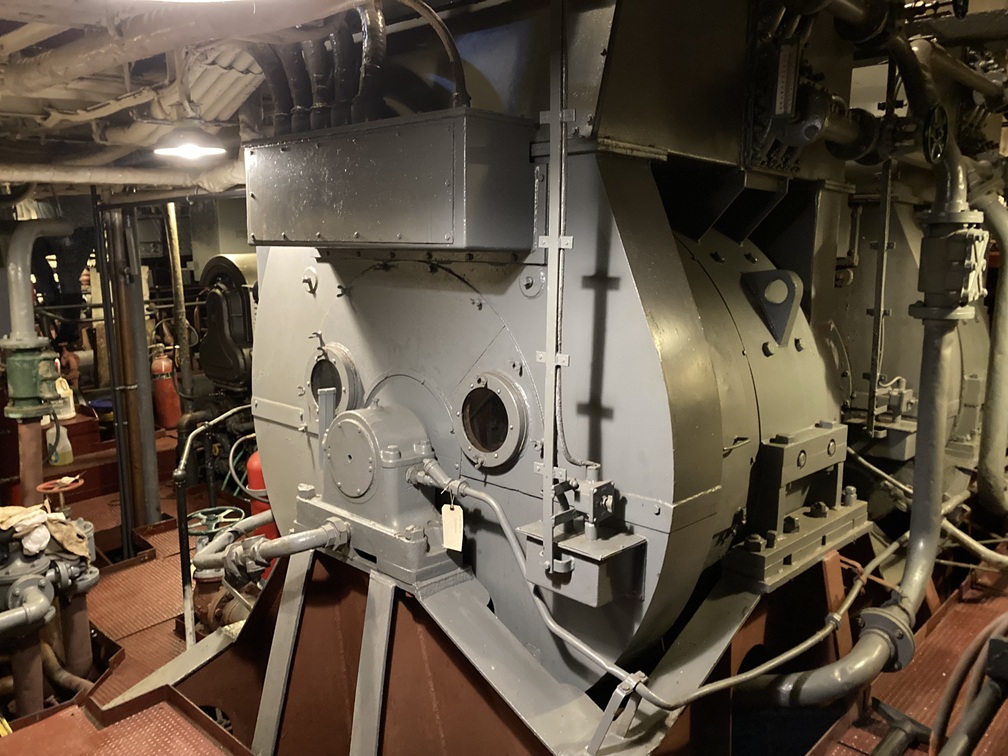
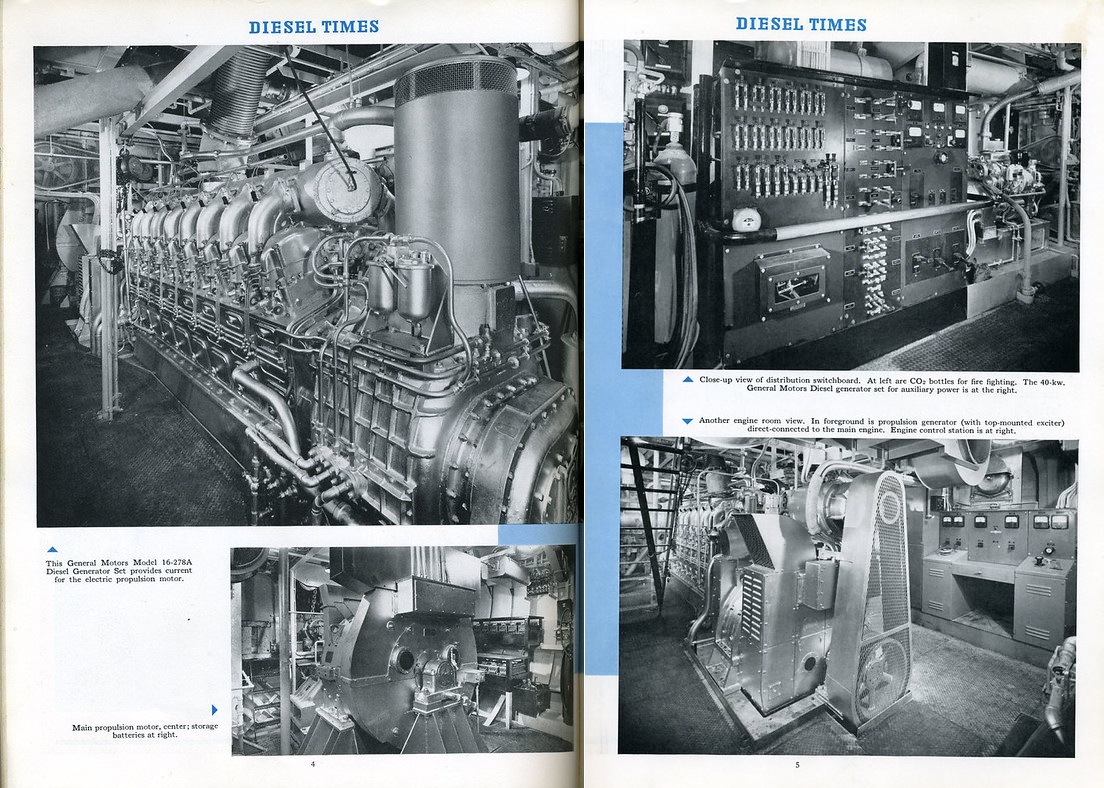
Propulsion for the tugs was a Cleveland Diesel, 16-278A engine rated at 1,750HP mated to a 1,210kW Allis-Chalmers DC main generator. This in turn powered a 1,530HP Westinghouse DC propulsion motor. A Farrel-Birmingham SMV 34-18 reduction gear transferred that power at a 3.71:1 ratio to a 10’ diameter propeller. The tug’s auxiliary power was from a 35kW belt-driven generator mounted above the main generator while underway, or from a Detroit Diesel 3-71 30kW diesel generator when the main engine was secured.
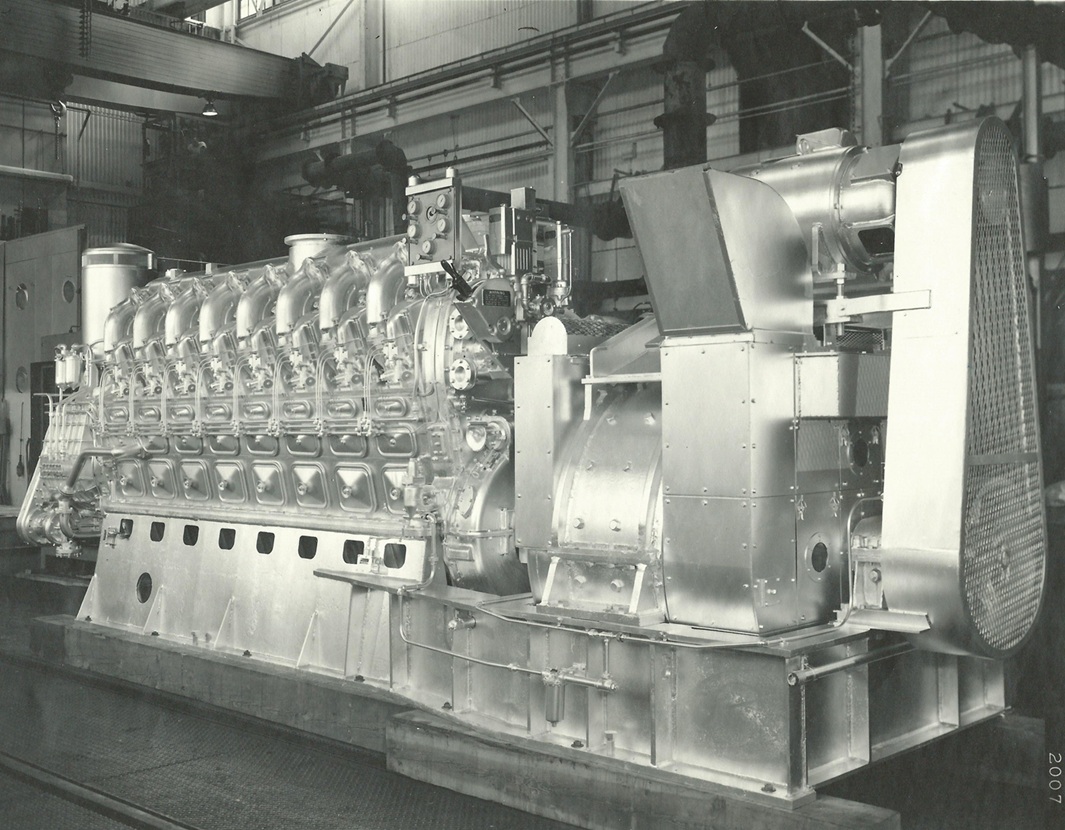
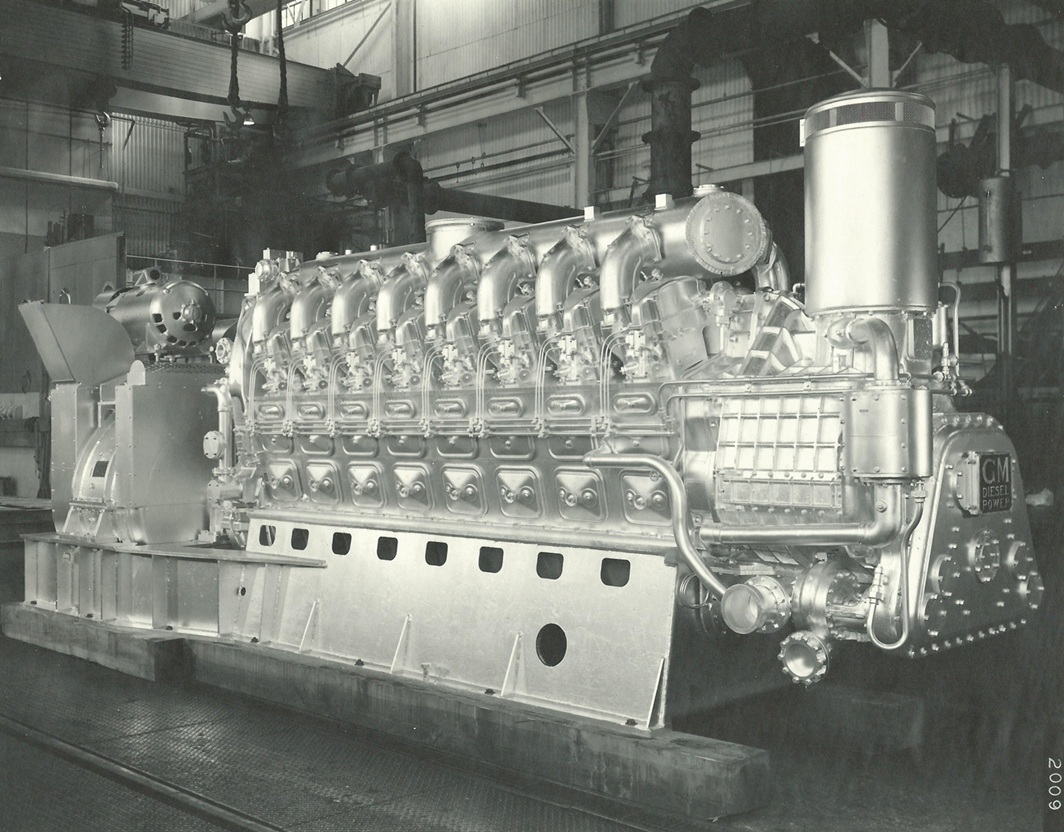
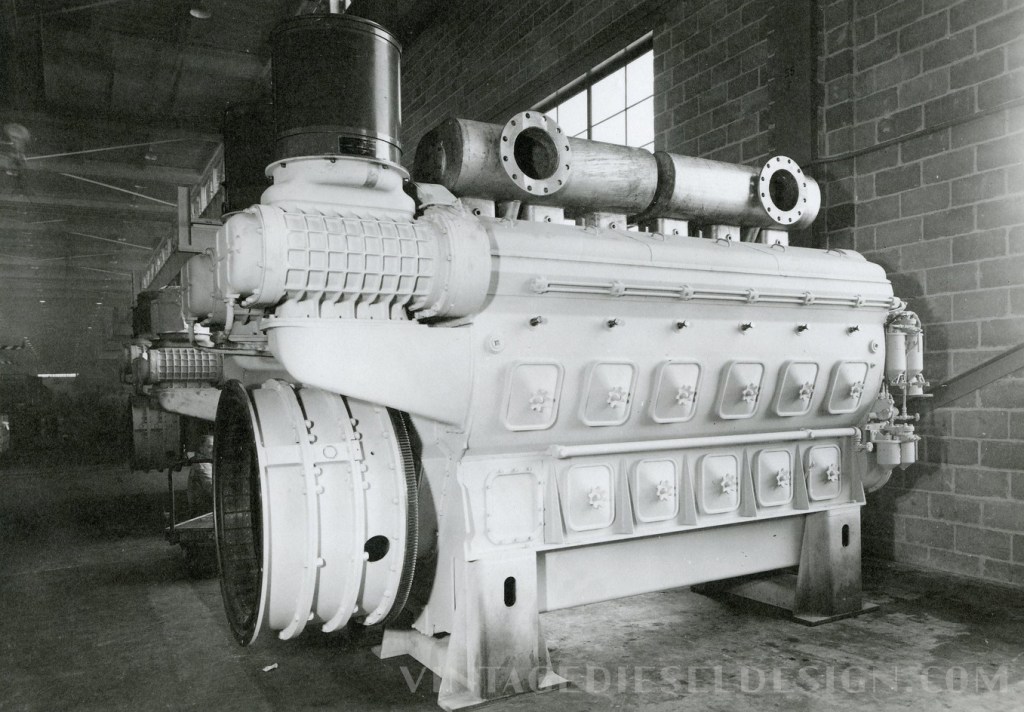
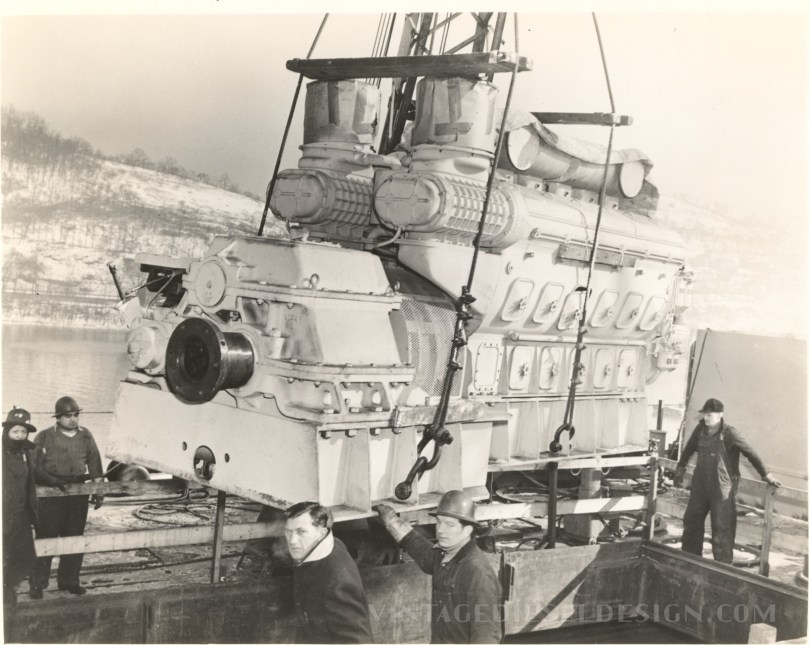
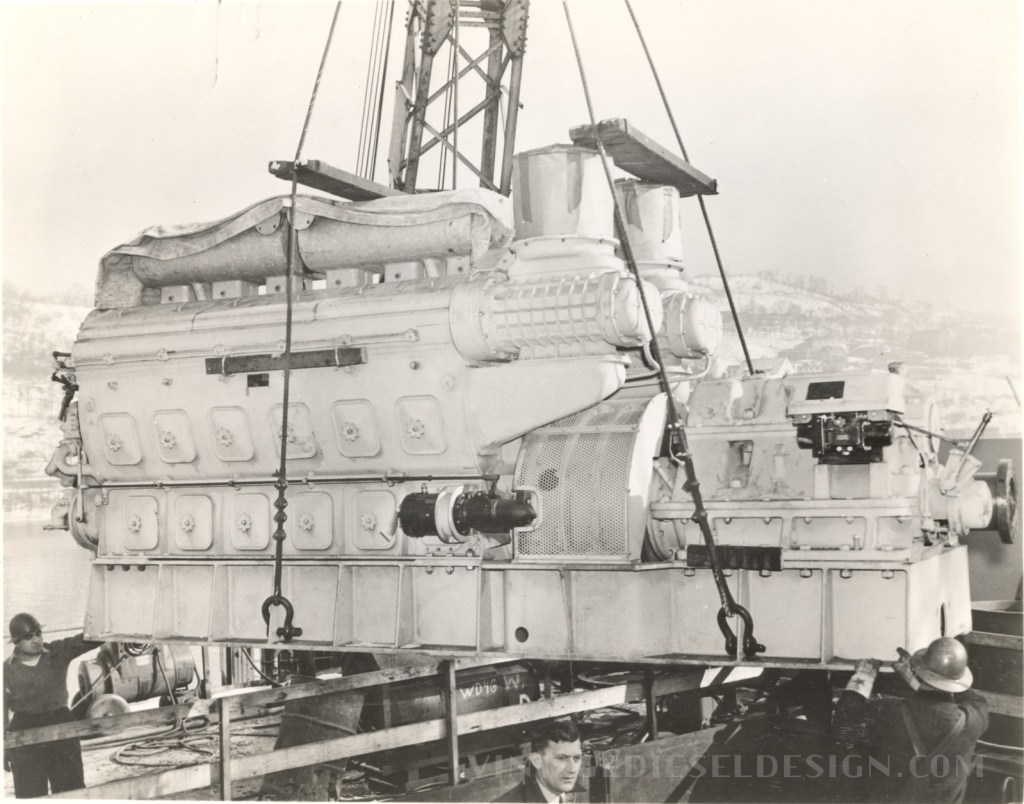
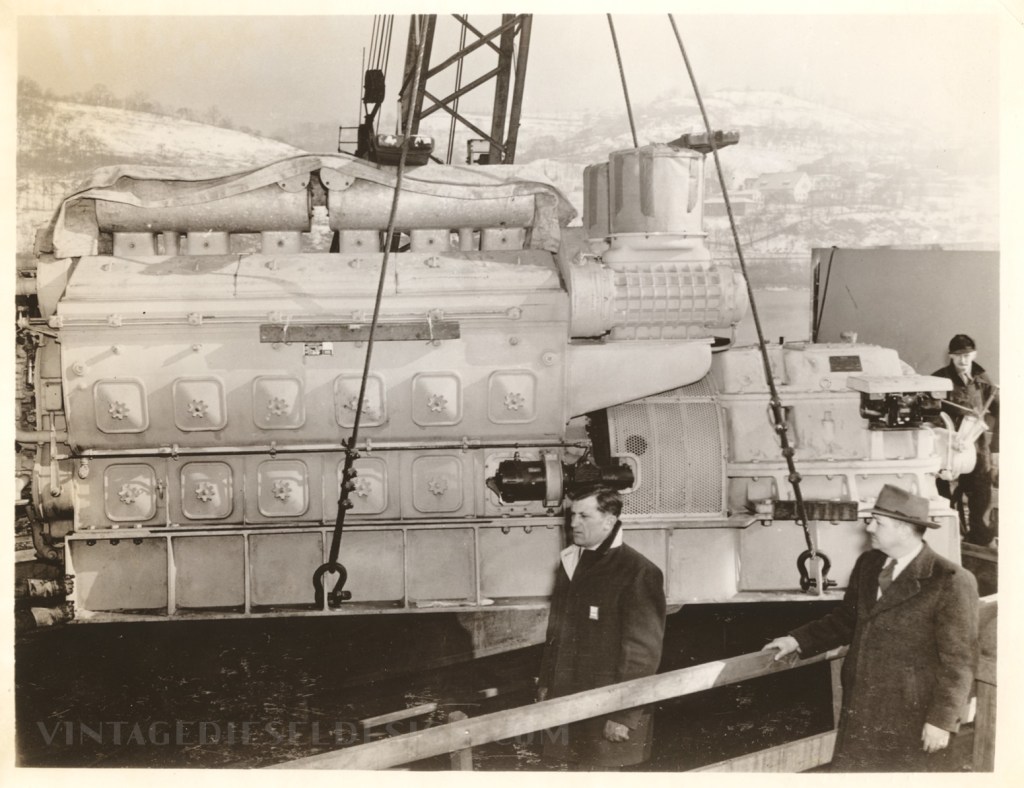
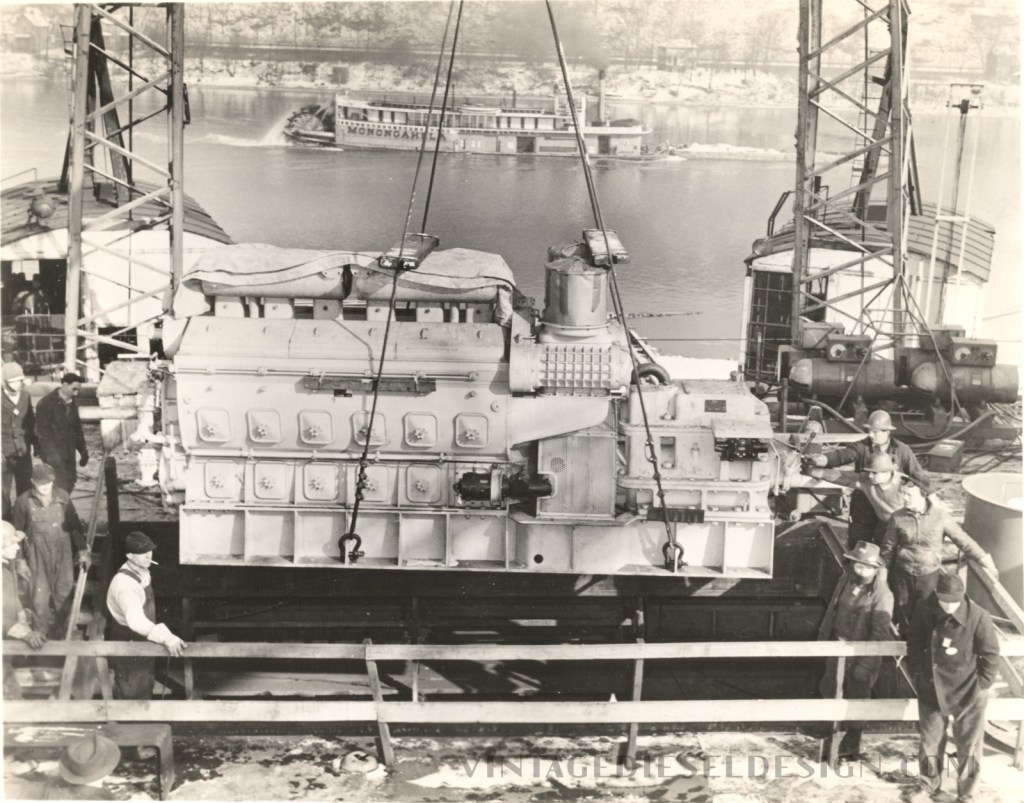
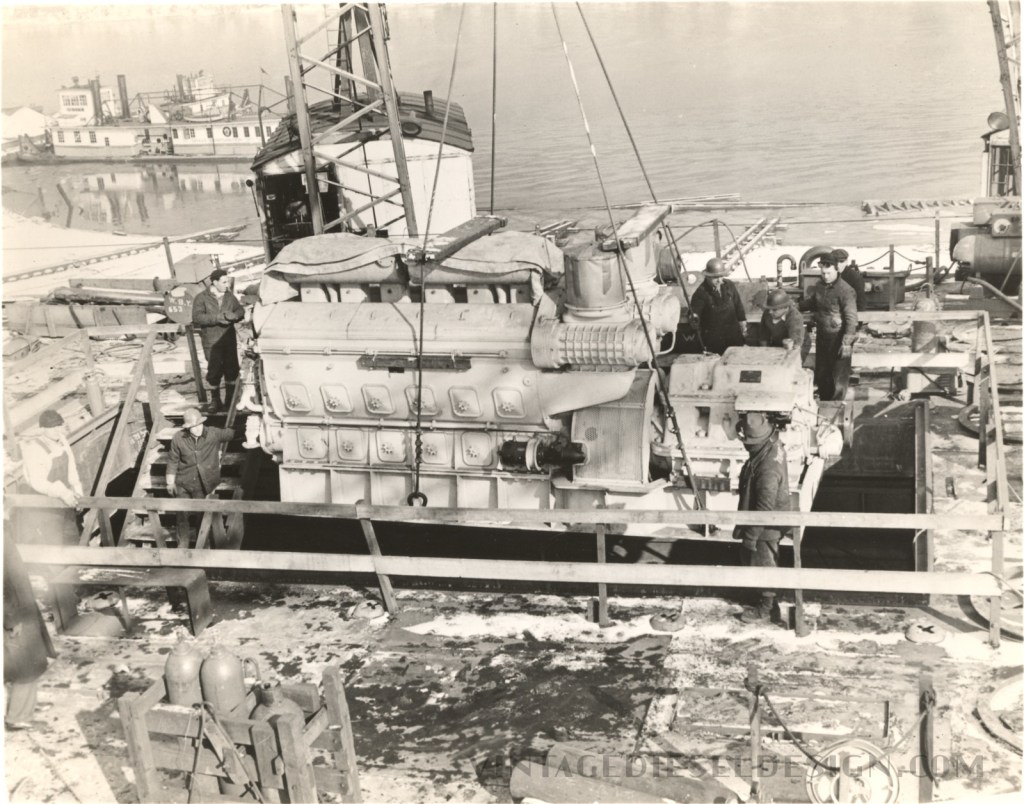
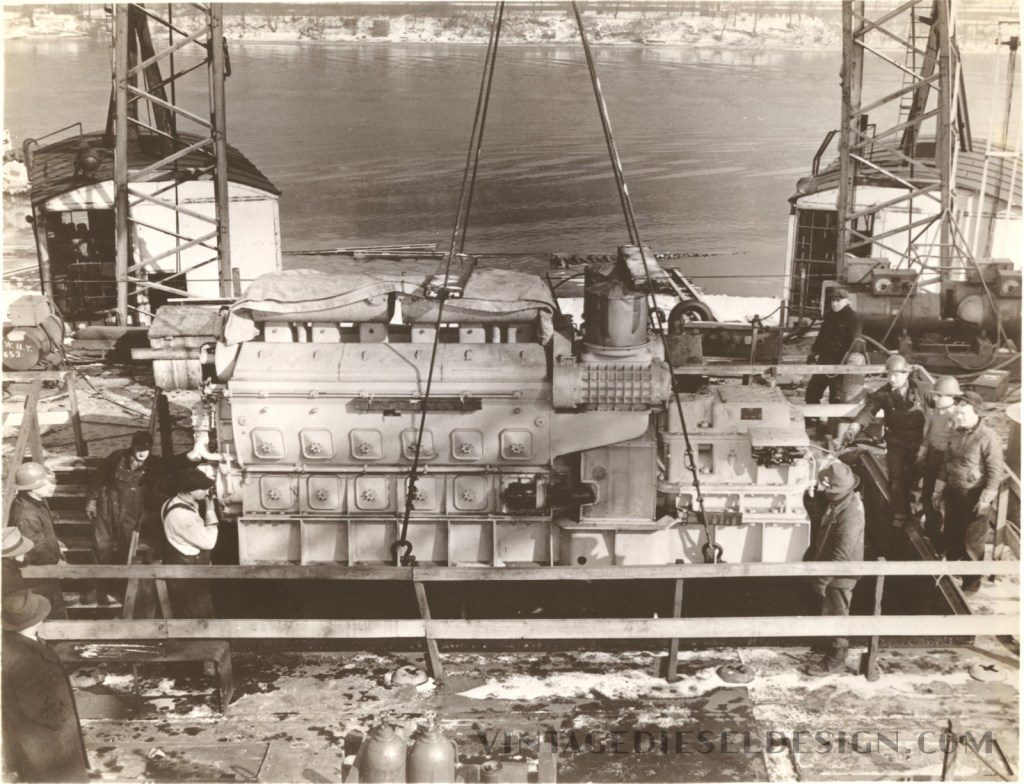
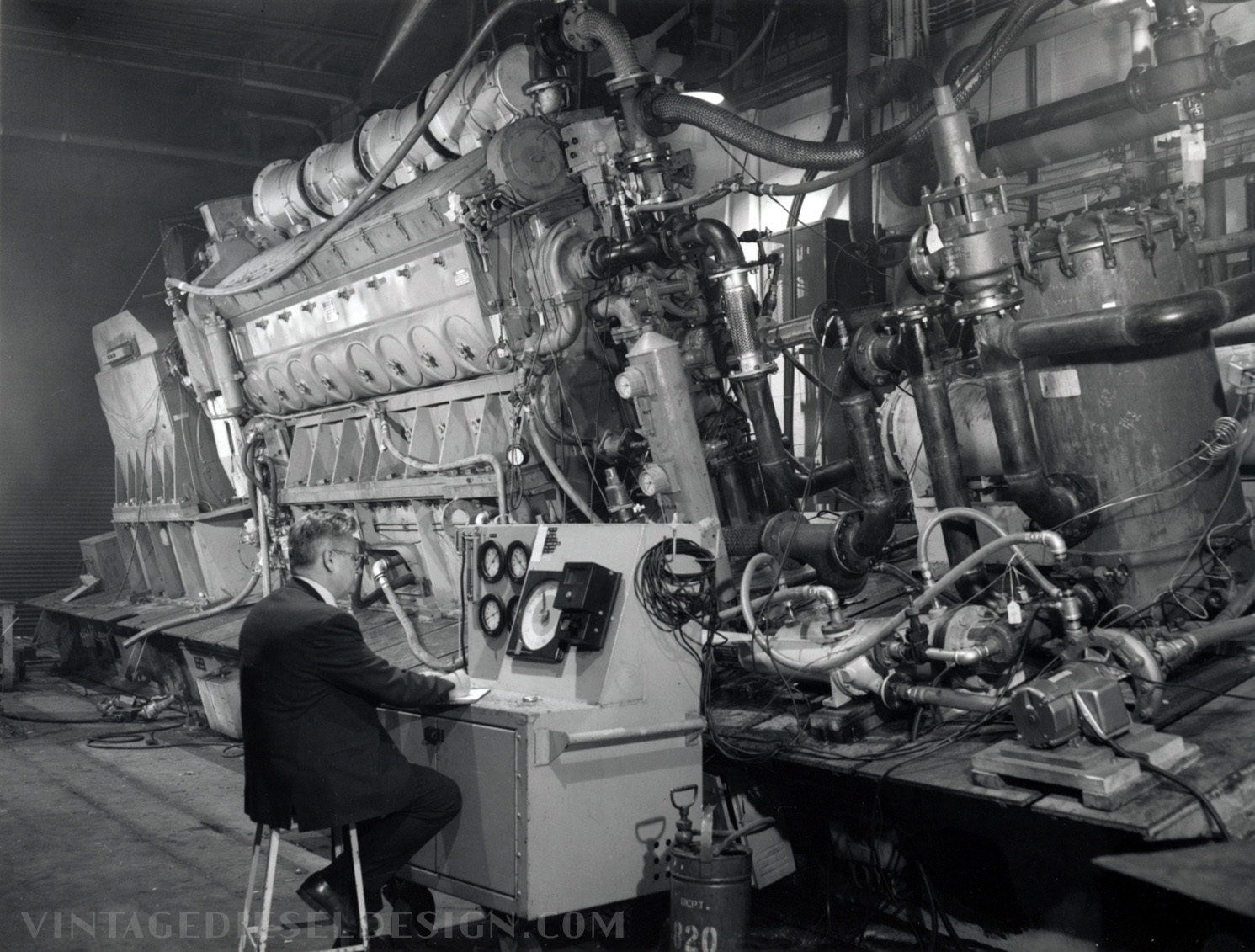
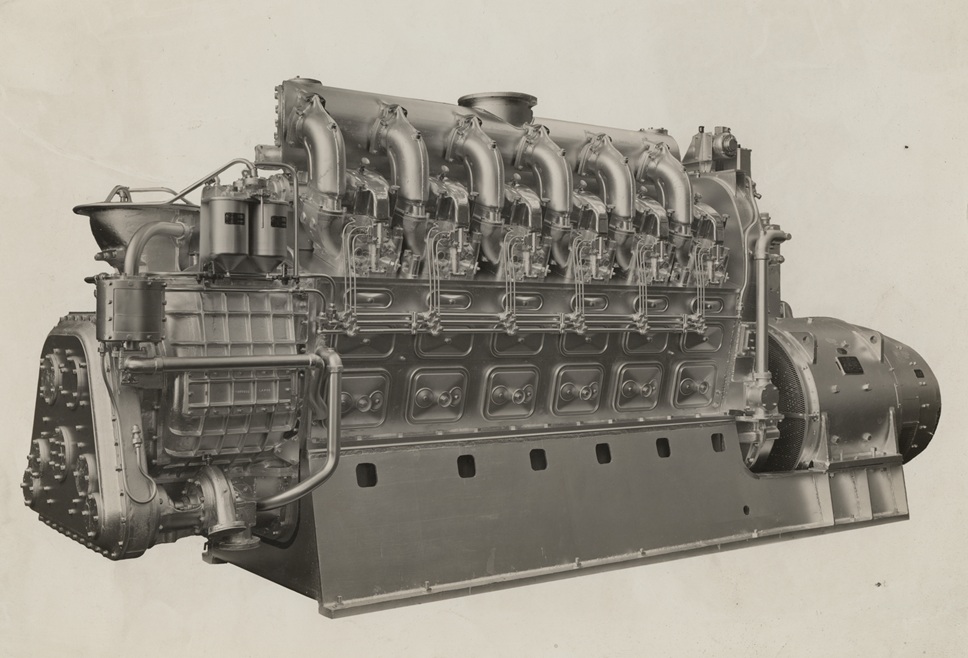
The engines used in the Grace class were all Cleveland 16-278A’s, rated at 1,750HP. This engine, seen on the Cleveland shop floor is for the Diana L. Moran, a tug explained more a little further on, and one we will visit down the road. Jay Boggess Collection.
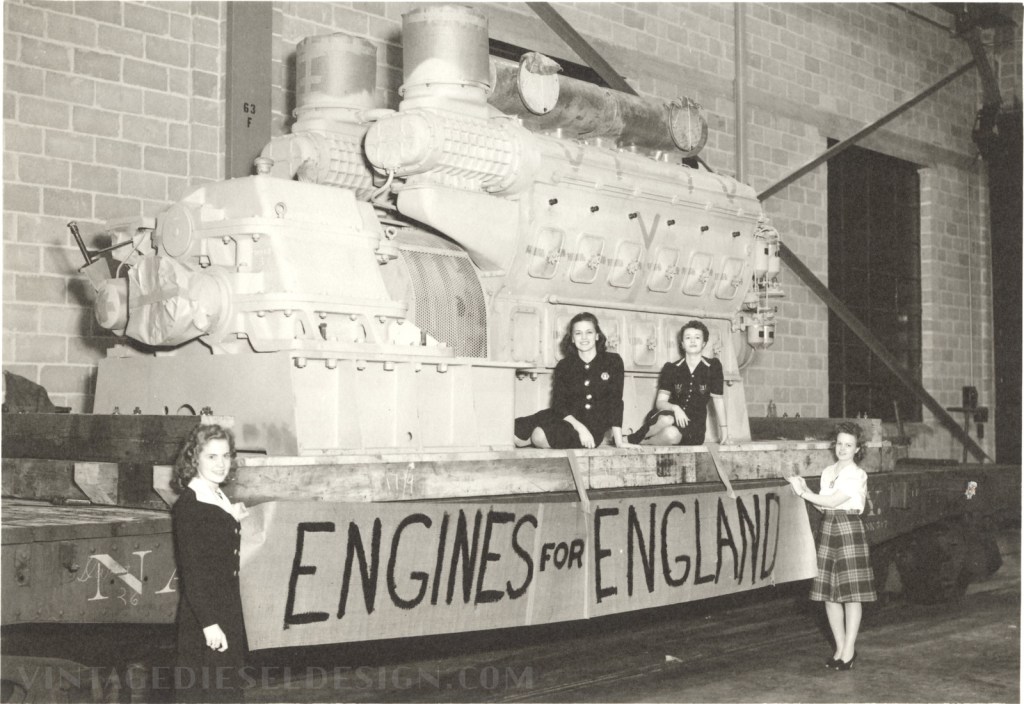
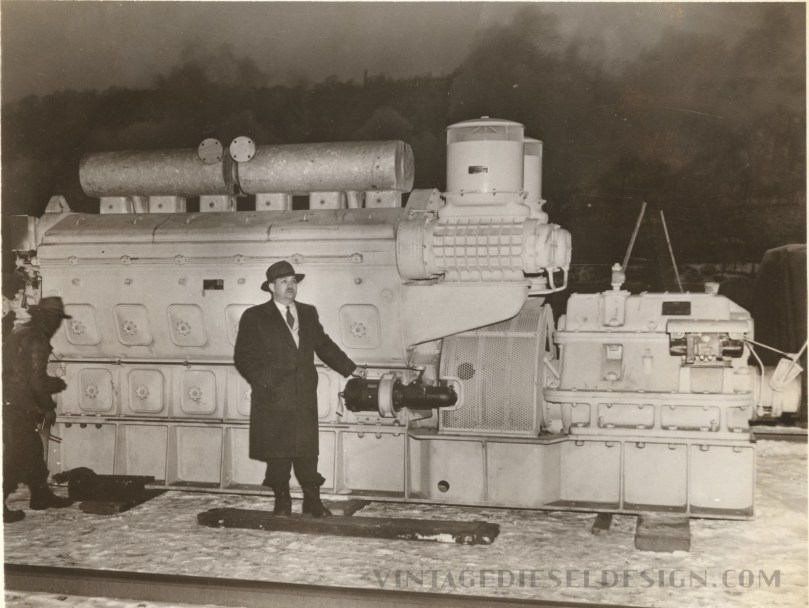
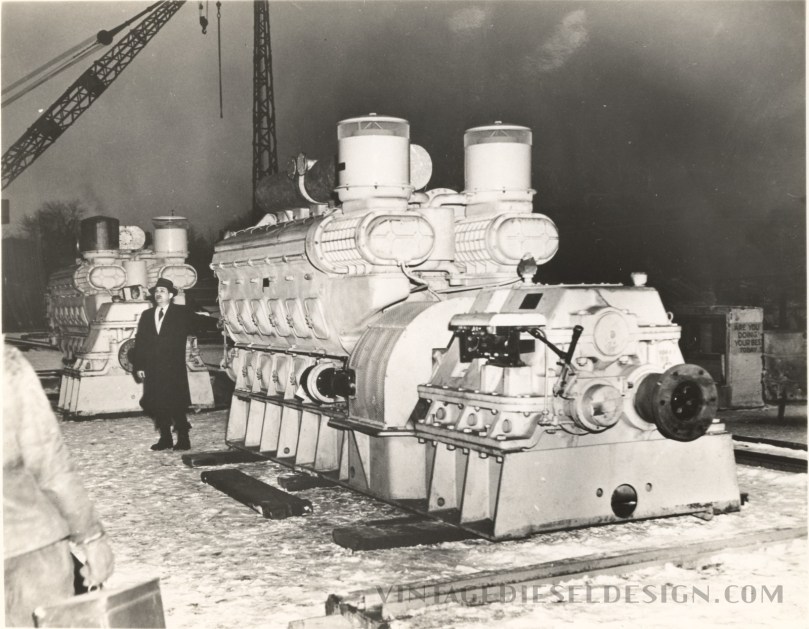
All of the main propulsion equipment (engine, generator, motor) would be WWII surplus from Evarts Class Destroyer-Escorts. The diesel engines were reconditioned to new and assigned new serial numbers. For the motors and generators, the salt-water air coolers were removed and reconfigured for direct air cooling into the engine room. The generator was mounted to a skid with the refurbished diesel for ease of installation; however, the propulsion motor and brand-new Farrell-Birmingham reduction gear were mounted directly to the aft deep frames.
An interesting note – Joe Hack recounted to me that one of these tugs was once utilized to provide excitation power to Ravenswood Powerplant in Queens in order to restart “Big Allis”, Con-Ed’s 981-megawatt steam turbogenerator, built by Allis-Chalmers in 1963 and impacted by the 1965 NYC blackout.
| Tug | New Engine # | Shipped | Original Engine # | Shipped | Original Install |
| Grace Moran | 55930 | 11/30/48 | 12123 | 2/2/44 | DE-306 Connolly |
| Doris Moran | 55931 | 1/26/49 | 12125 | 2/7/44 | DE-306 Connolly |
| Barbara Moran | 55929 | 2/8/49 | 11718 | 4/22/43 | DE-258 Walter S. Brown |
| Carol Moran | 55933 | 11/9/48 | 12132 | 2/12/44 | DE-307 Finnegan |
| Moira Moran | 55932 | 10/28/49 | 12131 | 2/12/44 | DE-307 Finnegan |

Destroyer-Escort USS Slater DE-766 is one of the country’s premier museum ships, and is home to a quartet of Cleveland 16-278A’s with Allis-Chalmers generators and Westinghouse propulsion motors in their original environment. A number of WWII surplus DE equipment would be used to power tugs after the war. Jay Boggess Photos.
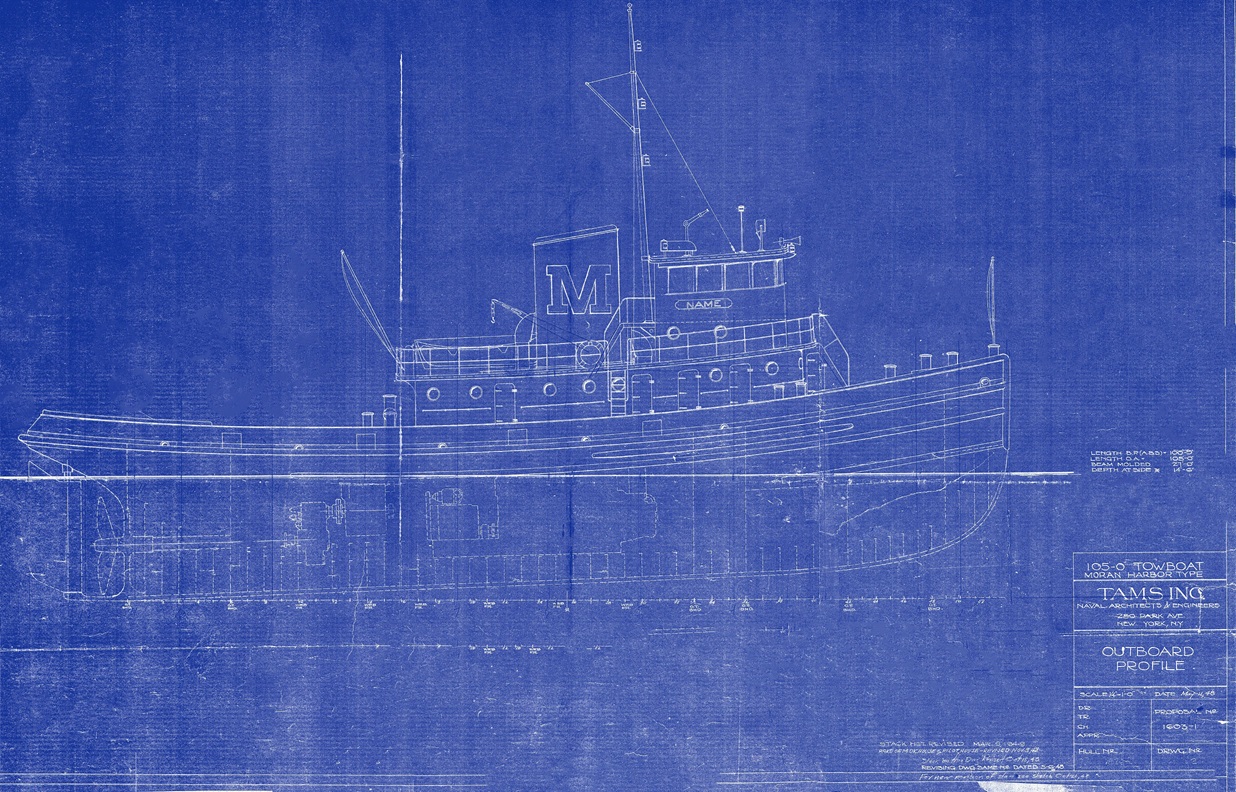
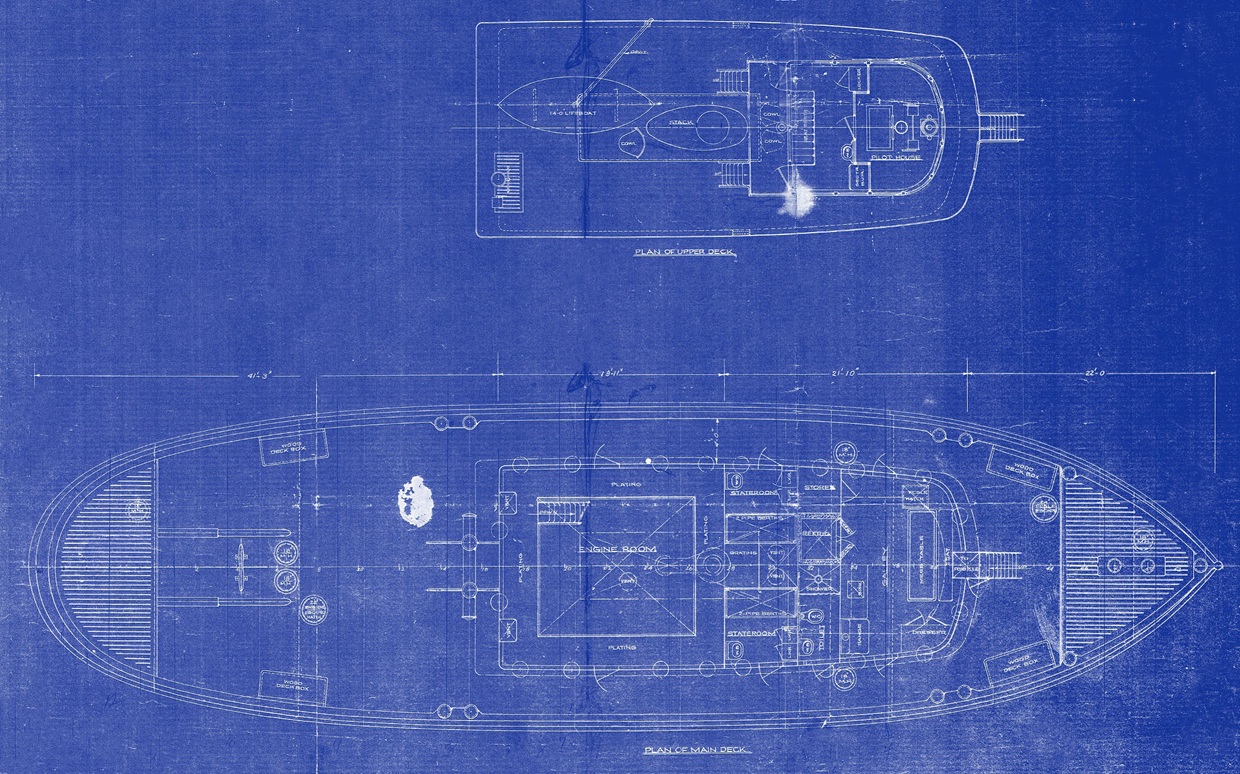
These are the preliminary drawings for the first 5 boats in the Grace class that were given to me several years ago. I am hoping to get some better quality drawings of these boats, and the later two in the coming months, if so, I will update these.
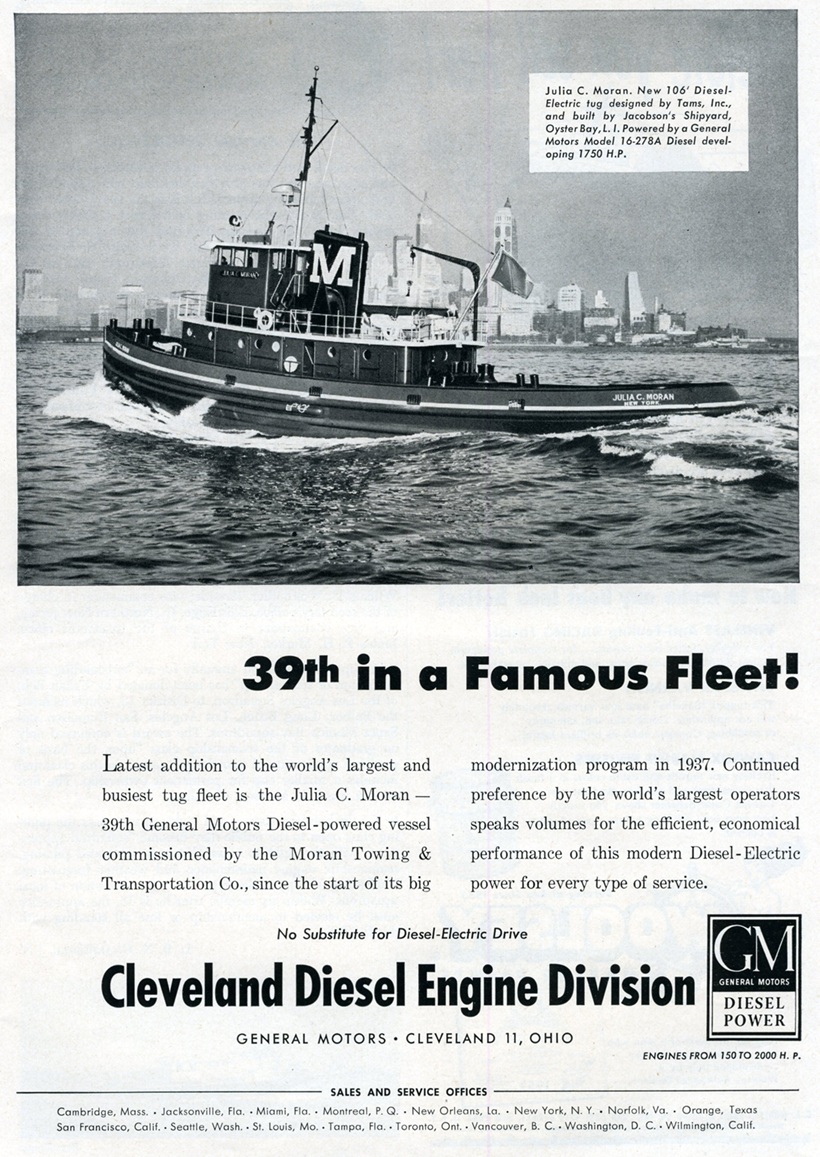
Moran Towing returned to Tams. Inc., in 1950 for two more Grace Moran class tugs, but they wanted to update the design a little. A contract was given to Jakobson Shipyard in Oyster Bay, Long Island. The first tug, Eugene F. Moran, was delivered in July of 1951, with sister Julia C. Moran following in December.
Jakobson Shipyard ran this basic advertisement in the back of trade journals in the 1950’s, featuring several different boats throughout the months, the Eugene F. Moran being one from the June 1952 Motorship Magazine.
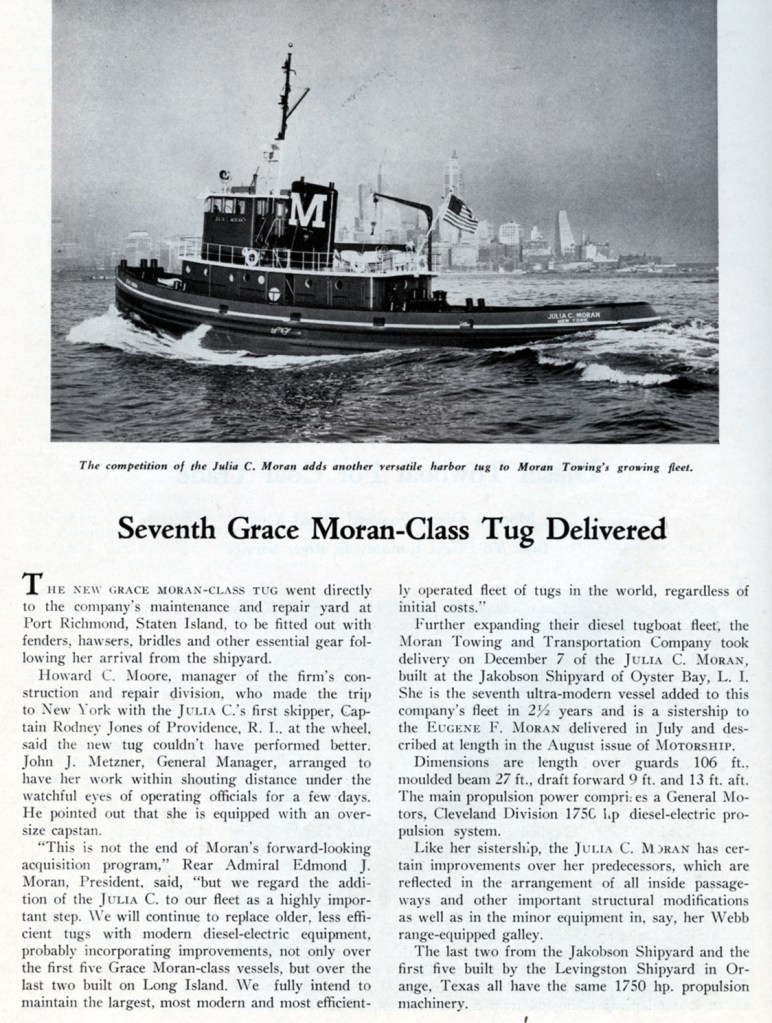
The press writeup for the last of the Grace tugs – the Julia C. Moran
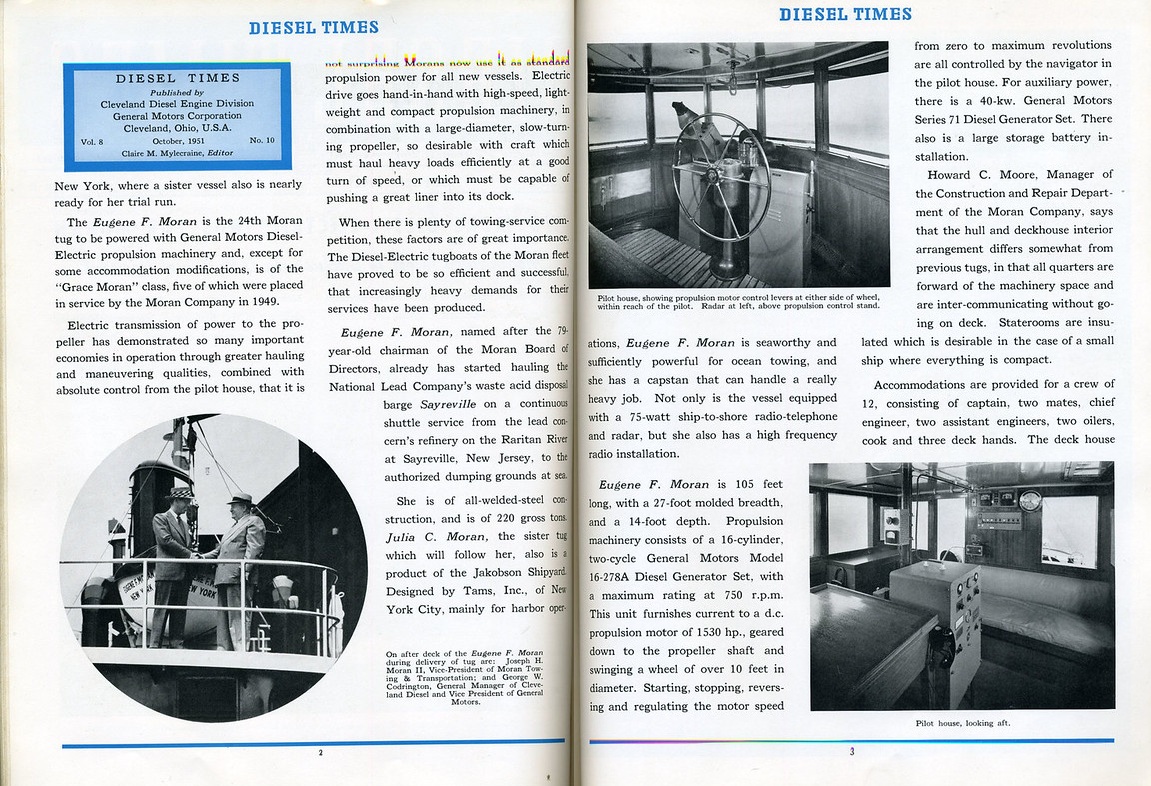
Joe Hack was now the Naval Architect at Tam’s, and his influence could be seen a little more in these two tugs, as they had some features utilized on the Lehigh Valley Railroad tugs that Jakobson just completed. The basic hull (stretched to 106’) and machinery stayed the same, but big changes were made to the deckhouse and wheelhouse. The entire interior layout was shuffled around to allow full interior access without the need to go on deck. The two staterooms inside were moved to the forward end of the deckhouse (thus giving it a squared off appearance), and the galley midship. At the rear of the deckhouse behind the upper engine room were two heads/showers. The berthing in the fo’c’sle was unchanged, however was now accessed from stairs in the galley. The Julia C. Moran would receive a deep freezer as well as the regular refrigeration unit.
The wheelhouse had some of the bigger changes. The dividing wall was removed, to allow more room for a modern ship-to-shore radio, as well as radar gear. The wheelhouse was still accessed from the boat deck (I am almost certain these two tugs had an internal ladder to access the wheelhouse in heavy seas as well like the next two tugs built, Diana L., and Cynthia Moran had), but the forward stairs were removed. Two sets of inset stairwells were added in place of the side ladders (like the railroad tugs). The wheelhouse construction, now slightly longer, also changed to closely resemble the railroad tugs. The fabricated wheelhouse window frames were replaced with a more traditional varnished Mahogany ones, and a larger, more pronounced visor was added that only wrapped about ¼ of the way around. The steps into the wheelhouse on the rear were rotated 90 degrees to point to the top of the staircases on each side.
While the tugs had notable differences from the original 5, Joe Hack did tell me that these were considered Grace Moran class tugs. The upgrades to these two gave these tugs a little more comfort and flexibility for doing longer-distance towing work allowing them to have full-time crews and not limited to just day boat work.
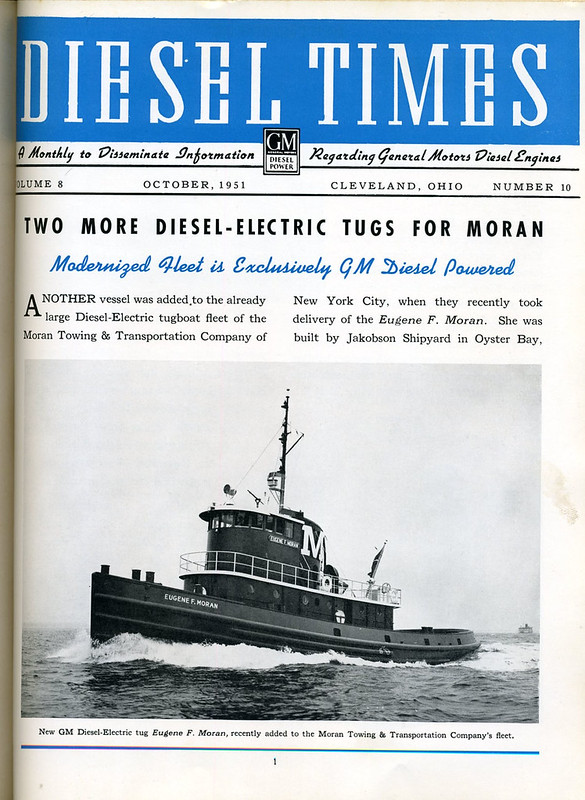
Like the Grace Class, the Eugene F. Moran was covered in the October 1951 issue of Diesel Times, Cleveland Diesels newsletter. Click for larger. Jay Boggess Collection.

A well known photo of the Eugene F. Moran and William J. Tracy docking the RMS Caronia in 1962. Both tugs were designed by Joe Hack under Tam’s, Inc. and powered by Cleveland Diesel 16-278A’s. World Telegram & Sun Photographer Orlando Fernandez
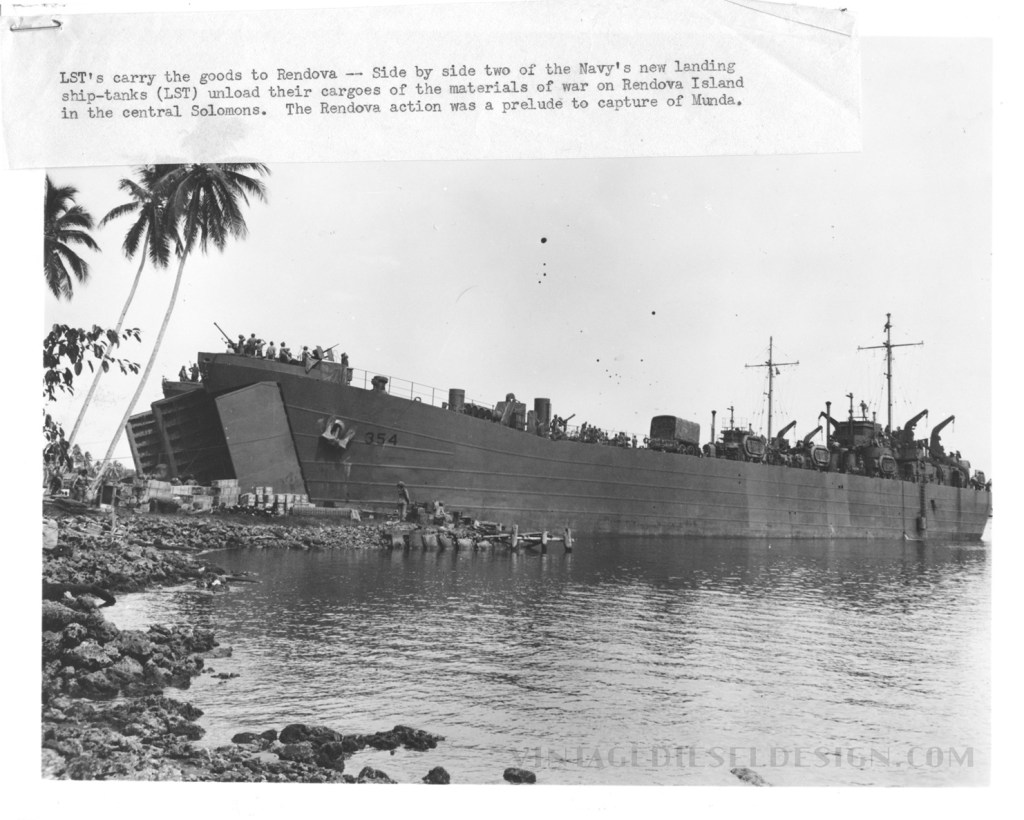
Both tugs had the same engine package, however only the Eugene’s engine was surplus, in this case from a Landing Ship, Medium. The Julia would receive a brand-new engine. Both of these were assembled into the same diesel-electric drive package as the previous tugs.
| Tug | New Engine # | Shipped | Original Engine # | Shipped | Original Install |
| Eugene F. Moran | 55930 | 11/16/50 | 55269 | 7/9/44 | LSM-322 |
| Julia C. Moran | 55962 | 2/13/51 | New Engine |
In an interesting twist, Moran would sell Grace and Julia C. in 1954, with the Grace going to Sumatra for docking oil ships, and the Julia to Venezuela to work for Orinoco Mining. The Doris followed in 1957, also going to Orinoco Mining. It seems very odd that Moran would sell these virtually brand-new tugs, so quickly. Moran would purchase two tugs from the Lehigh Valley Railroad, Wilkes-Barre and Hazleton in 1963, renaming them Julia C. Moran and Marie Moran respectively. These two tugs were the same size and had the exact same propulsion packages as the tugs sold off! The Julia C. Moran (former Wilkes-Barre) would cause some confusion for historians over the years, as she not only was virtually identical, but also built by Jakobson! This tug was in the spotlight in David Plowden’s fantastic book Tugboat, in which he documents the tug’s work for a typical day in New York Harbor. Barbara Moran and Moira Moran would be transferred to Moran’s subsidiary Curtis Bay Towing in 1971, where they would do ship work on the Delaware River. The Carol Moran and Eugene F. Moran spent the bulk of their remaining career working in New York Harbor.

Not a Grace! This Julia C. Moran is the former LV tug Wilkes-Barre, a virtually identical tug. Dave Boone Collection
Unfortunately, the era of the classic ocean liner was nearing its end. Just like the new post war tugs, new post war ships- both passenger and merchant started to be constructed, however the scale of them were growing considerably. Moran would go on to build 3 more tugs loosely based off the Cadillac’s, the Diana L. Moran, Cynthia Moran and Nancy Moran, all of which were designed by Joe Hack and built at Jakobson’s. Diana and Cynthia were diesel-electric and had internal towing machines for coastwise work, however the Nancy was a clutch tug lacking the towing machine. We will cover those tugs down the road. By the mid 1960’s all of these tugs would mostly be pushed out of the limelight docking the splendid liners, having passed the torch on to newer classes of larger twin screw tugs – ironically also designed by Joe Hack, now under his own company, Marine Design Inc.
Let’s take a look at each of these tugs individually and go over their careers and dispositions.
Grace Moran
In 1954, the Grace Moran was sold to Nederlandsche Pacific Tankvaart Maatshappi (Caltex Oil Netherlands Operation) and operated by Caltex Pacific Petroleum. The tug, now named Caltex Bintang would be doing shipdocking work for the Caltex Sungai Pakning terminal in Sumatra. At some point she was renamed as the Towell Power, but her current disposition is unknown.


Not a whole lot of photos exist of the Grace in New York before leaving the country. It is unknown when her career ended, but it was well into the 1980’s atleast. The wheelhouse was modified with a side mounted platform and steps. Left: Business Men’s Studio Photo, Portal to Texas History Collection, Right: Dave Boone Collection.
The Grace Moran name would be reused in 1967, with a new 2,875HP tug built by Jakobson Shipyard, powered by the new EMD 16-645E Turbo. The tug was designed by Joe Hack, and had very similar lines to the original, just bigger.
Doris Moran
The Doris Moran was also sold to the Orinoco Mining Company (following the Julia C. Moran below) in 1957 for work on the Orinoco River in Venezuela. The tug was renamed the Cuidad Piar, and later just as Piar. Her ultimate disposition is unknown.



Like the Grace, not a ton of photos exist of the Doris before she was sold to Venezuela. Note the difference in the name font between the two lower photos. Top: Dave Boone Collection, Lower two: VDD Collection
Barbara Moran
Staying in the Moran family, the Barbara Moran was transferred to Moran’s Curtis Bay Towing subsidiary operation in Philadelphia in 1971, where she was renamed the Lambert Point. The tug would do mainly shipdocking work on the Delaware River. Curtis Bay Towing was folded into Moran in 1988, where the tug was renamed as the Georgia Moran. The tug bounced between Philadelphia and New York until being retired in 2003. The tug was stripped and sunk as an artificial reef on 3/26/2004 on the Cape May Artificial Reef Site.

The Barbara is just off the Battery, with Ellis Island visible above the stern, and the Lehigh Valley transfer bridges at Jersey City over the bow. Dave Boone Collection.

Towing a ship to get parallel to the pier was common in this day, with the tugs usually taking a line from the ship. The Barbara and Doris are docking a ship, not long after delivery. Life Magazine Archive.


This June 1950 view gives a good look at the “portable’ railings, as well as the original wooden mast. NYC Municipal Archives.

17 Battery Place – The Whitehall Building, visible above the bow of the Barbara, was the location of Moran Towing and Moran’s dispatcher, who would give order to tugs via megaphone before the radio became standard. The tug has been retrofitted with radar, but still has the original wood mast. It appears both of these photos were taken on the same day. Dave Boone Collection.

The Barbara made the move south to Philadelphia in 1971, where she was renamed as the Lambert Point, working for Curtis Bay Towing, a Moran subsidiary. Dave Boone Collection

Dave Boone Collection

Dave Boone Collection


x
x

x
In March 1975, the Lambert Point got caught on the trailer ship Eric K. Holzer after sailing it from Sun Shipbuilding in Chester, PA. Thankfully, nobody was hurt, however the tugs wheelhouse was crushed, and the stack tweaked. Dave Boone Photos.

The tug was rebuilt at Camden Ship Repair, and went right back to work docking ships in Philly. The most noticeable change was the tug now has very squared off windows in the wheelhouse, replacing the original Alco style, which had a slight arch on the top on bottom edges and were riveted in. P. Kutta Photo, VDD Collection

Like the Moira Moran/Cedar Point below, the now Georgia Moran also received the modified stack for working in Fresh Kills, however when the tug returned to Philly, some more permanent radar installations made it a moot point. The tug also has a unique double mast setup for some odd reason. Dave Boone Collection.

Dave Boone Collection

Dave Boone Collection

The end for the Georgia Moran came in 2003, when the tug was retired by Moran. The tug spent the new few months being prepared to be reefed. Franz A. von Riedel Photo


Having once powered the Destroy Escort DE-258 Walter S. Brown which fought off German aircraft during WWII, the engine on the Georgia is now Finished with Engines one last time. Franz A. von Riedel Photos.


Even after her wheelhouse accident, the partition wall in the wheelhouse was rebuilt, however sans door. The wheelhouse also featured a sink and bench. The tugs forward galley was mostly all original, with a bench replacing the swivel chairs. At right is the refrigerator and pantry. Franz A. von Riedel Photos.


The tugs had a lot of ornate features, like the cast uprights for the handrails. The stack sat on top of a removable hatch, with a large air intake behind it. The mushroom vent for the port side cabin is just in front of the steps leading to the wheelhouse. The tug would have the propellor removed, and then towed out to the reef site in March of 2004. Franz A. von Riedel Photos.
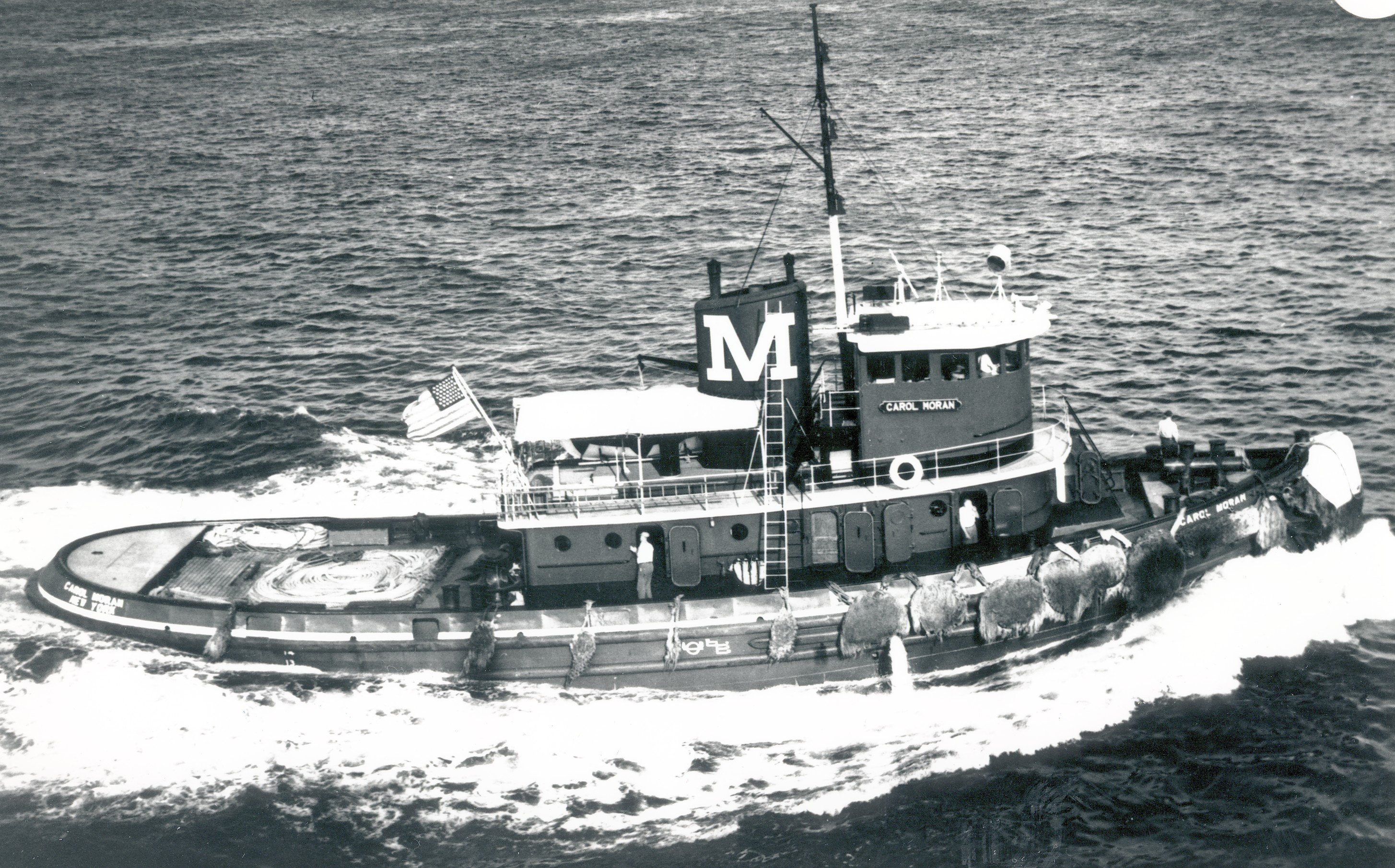
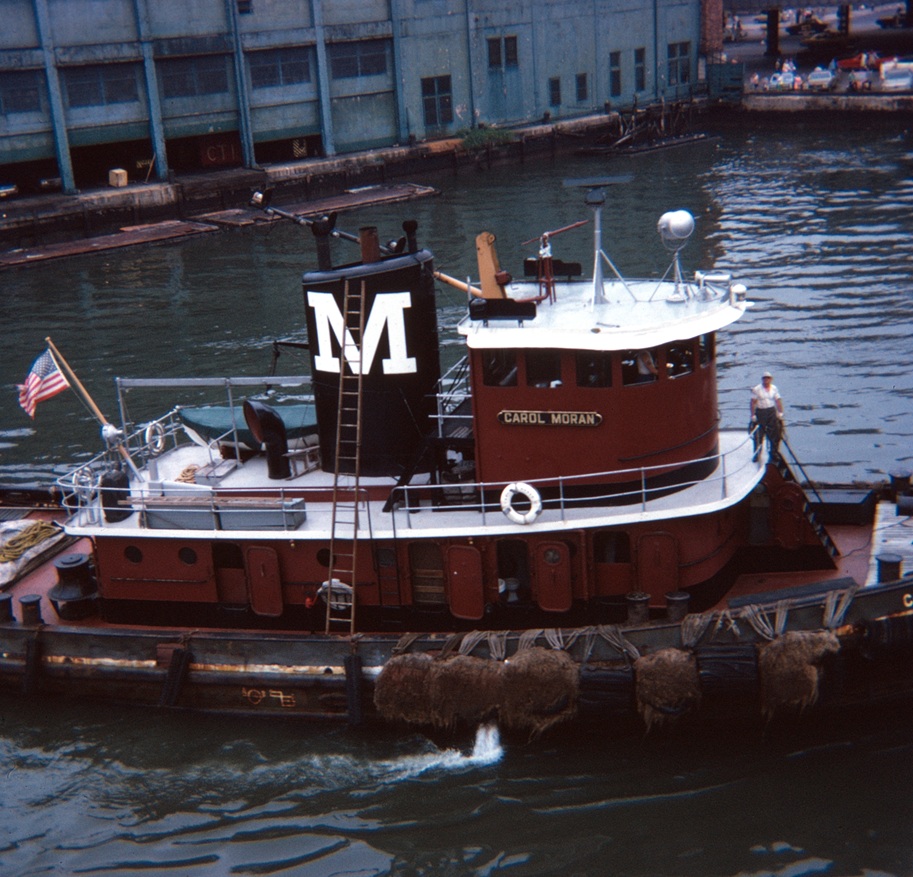
Carol Moran
Carol Moran stayed at home in the Port of New York for her entire life. Like sisters Barbara and Moira, she had her stack cropped for working at Fresh Kills as well. Unfortunately, in 1990, the tug suffered an engine room fire that put her out of service. The tug was stripped and sunk as a reef on 7/17/1990 on the Atlantic City Artificial Reef Site.
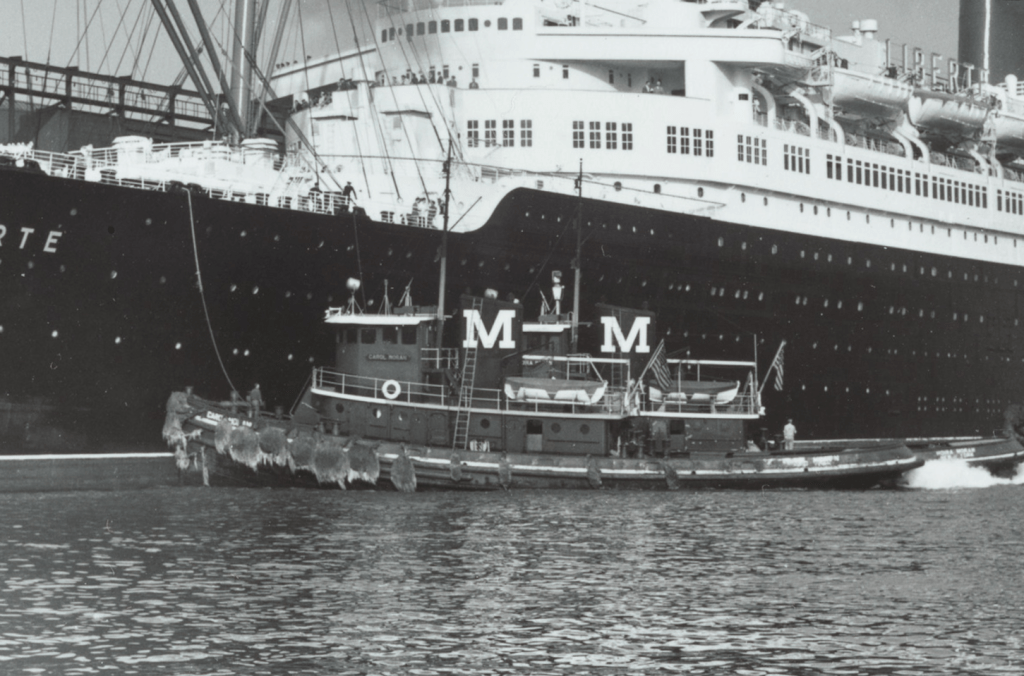
Docking the Liberte with the Moira Moran. NYC Municipal Archives.
With her original canvas awning still. Dave Boone Collection.

Heading North off of Communipaw in the 1950’s. VDD Collection.

Taken about 10 years later, and a few more miles up the river. Dave Boone Collection.

The first door where the gentleman is standing is the galley, followed by the head, captains cabin and engine room doors. April 1964. VDD Collection.
The Carol is now sporting a folding mast, as well as radar, 7/1969. VDD Collection.

June 1972. VDD Collection.

Beginning with the Carol, the tubes for the cheering chains on the aft deck were moved outboard to give a little more clear deck space. The Carol has the canvas cover over the bow out, showing she still has what it takes to dock a liner, June 1975. VDD Collection.
Peter Burchard even wrote a children’s book on the Carol, first published in 1958.
Moira Moran
The Moira was also sent to the Curtis Bay Towing operation in 1971, where she was renamed the Cedar Point. The tug was folded into the Moran fleet in 1988, but her name was kept. The tug finished out her career moving sanitation scows until being retired in 2002. The tug was scrapped alongside the Eugene F. Moran by Donjon in Newark, NJ.

The brand new Moira Moran on trials in Texas. Business Men’s Studio Photo, Portal to Texas History Collection.

Docking the African Moon. Dave Boone Collection.

Dave Boone Collection.

The original Alco style window frames have also been changed to newer, simple rectangular frames. Dave Boone Collection.

Now renamed as the Cedar Point, and in Curtis Bay Towing’s white scheme. Dave Boone Collection.

Note that the rear wheelhouse windows were modified with a single porthole. Dave Boone Collection.

The Cedar Point briefly returned to New York in the 1980’s where her stack was cropped down in order to allow the tug to pass under the 440/West Shore bridge at Fresh Kills Landfill. Dave Boone Collection.

After a few years of moving garbage in NY, the tug spent time in the Baltimore and Philadelphia fleets for a few years in the early 1990’s, before going back to NYC to finish her last few years on the Fresh Kills run with the Eugene F. Moran in the early 2000’s. 6/1994, VDD Collection.
Eugene F. Moran
Eugene F. Moran would have the longest, unchanged career with Moran, keeping her original name her whole life. The tug worked mostly in New York, but did do a short stint in Portsmouth, New Hampshire. The tug was repowered in 1987 with an EMD 16-567C, however they kept all of the original electric drive equipment (I would really like to find photos!). Like the Cedar Point, she spent her last days moving sanitation scows in New York, having the honor of taking the last official barge to Fresh Kills Landfill in March of 2001. She was scrapped alongside the Cedar Point by Donjon in early 2002.

Not long after being built, the Eugene F. Moran is at work with the Carol and Moira Moran. Not the slight differences in the fantail. The tug has quite the line assortment, including a full sea hawser, push gear, ship lines and more. VDD Collection.

Joe Hack used a lot of design elements from the Lehigh Valley tugs for the Eugene and Julia C. Moran. The tug is sporting a large bow pudding, and hand made fenders. Dave Boone Collection.

By the 1970’s, the aluminum handrails have given way to white, and the varnished window frames are now painted black. The wood mast is now a folding steel one, and the lifeboat is gone. Dave Boon Collection.

While her days of docking 1st class liners and the newest ships are in the rear view mirror, the Eugene is still at work doing assist and docking, today one of the large Bouchard barges. 9/1995, J. Devlin Photo.

The Liberte was a regular visitor in New York, and on this cold day the Eugene F. Moran was doing the docking work. VDD Collection.

Recently repowered to an EMD 16-567C, the Eugene is tied up at the Moran yard in Staten Island, 1/1988. VDD Collection.

The Eugene is heading up the East River to the DSNY transfer station in Hunts Point in June 2000. The garbage run typically became the retirement run for older tugs. VDD Collection.

Along with being repowered, the tug also had the original Almon Johnson electric steering changed out for a pair of hydraulic rams tucked under the fantail grating, eliminating the large tubes across the deck. The emergency hatch for the rooms down in the forepeak is open, with line lockers on either side. 4/1989, D. Hormann Photo.

On 3/22/2001, the Eugene F. Moran took the last DSNY barge to Fresh Kills landfill, the end of era in ew York Harbor. The tug was retired shortly thereafter, as single screw tugs were now dinosaurs. DSNY Photo.
Julia C. Moran
The Julia C. Moran was sold at the same time as the Grace Moran in 1954. The tug was sold to the Orinoco Minig Co. in Puerto Ordaz, Venezuela, which was a subsidiary of US Steel. The tug was renamed Puerto Ordaz and spent many years doing ship assist work on the river. The tug wound up with INAC Guayana doing government dredge work on the Orinoco River in Guayana City. The tug lasted all the way until 2019 before being beached and scrapped!

The Julia C. Moran’s career with Moran only lasted 3 years, and thus there are very few photos of her. Here she is with an Esso oil barge about to bunker a ship on the west side. VDD Collection.


I was absolutely shocked when I found out the tug was still around when I stumbled upon a news article. The tug was owned by government run dredging company, and after they folded the company due to labor disputes the tug was beached and scrapped. Left: Unknown, Right: Google Earth.

Cleveland Diesel advertisement’s from the 1950’s.
In 1950, Cleveland Diesel published the booklet “Moran Tugs Powered by General Motors”, which highlighted all of the GM powered tugs in the fleet at the time. The above is the section on the Grace class, which is virtually the same photos/info from Diesel Times.

The tugs would be featured predominantly in 1950’s advertising from newspapers to trade journals, with Moran running full page spreads with nothing more then a photo or painting of the tugs with the company name, solidifying the “M” as one of, if not the most recognized tugboat company in the world. The tugs also graced the pages of Moran’s newsletter Tow Line plenty of times throughout the 1950’s.
As always, thanks to my friends Dave Boone, Jay Boggess and Franz von Riedel for helping with this writeup! Please feel free to contact me with any corrections, comments, photos, etc!